You need strong precision when you do internal grinding on a small bore. This process challenges you with issues like taper, burns, and errors in roundness. Even a small mistake can affect the final result. The right grinding tool matters a lot. Aimgrind offers CBN grinding wheels that help you achieve better results in internal applications. Careful tool selection can make your work easier and improve the finish.
Key Takeaways
- Precision is crucial in internal grinding. Always check for taper and roundness using a micrometer to ensure accuracy.
- Proper machine setup and alignment prevent vibration and improve surface finish. Securely mount the workpiece and check alignment before starting.
- Use Aimgrind CBN grinding wheels for better performance. They offer superior hardness, longer life, and improved finishes for small bores.
- Adjust feed rates and spark-out times for optimal results. Slower speeds during finishing passes yield smoother surfaces and tighter tolerances.
- Maintain effective coolant delivery and regularly dress the grinding wheel. This prevents overheating and ensures consistent performance.
Common Bore Grinding Problems
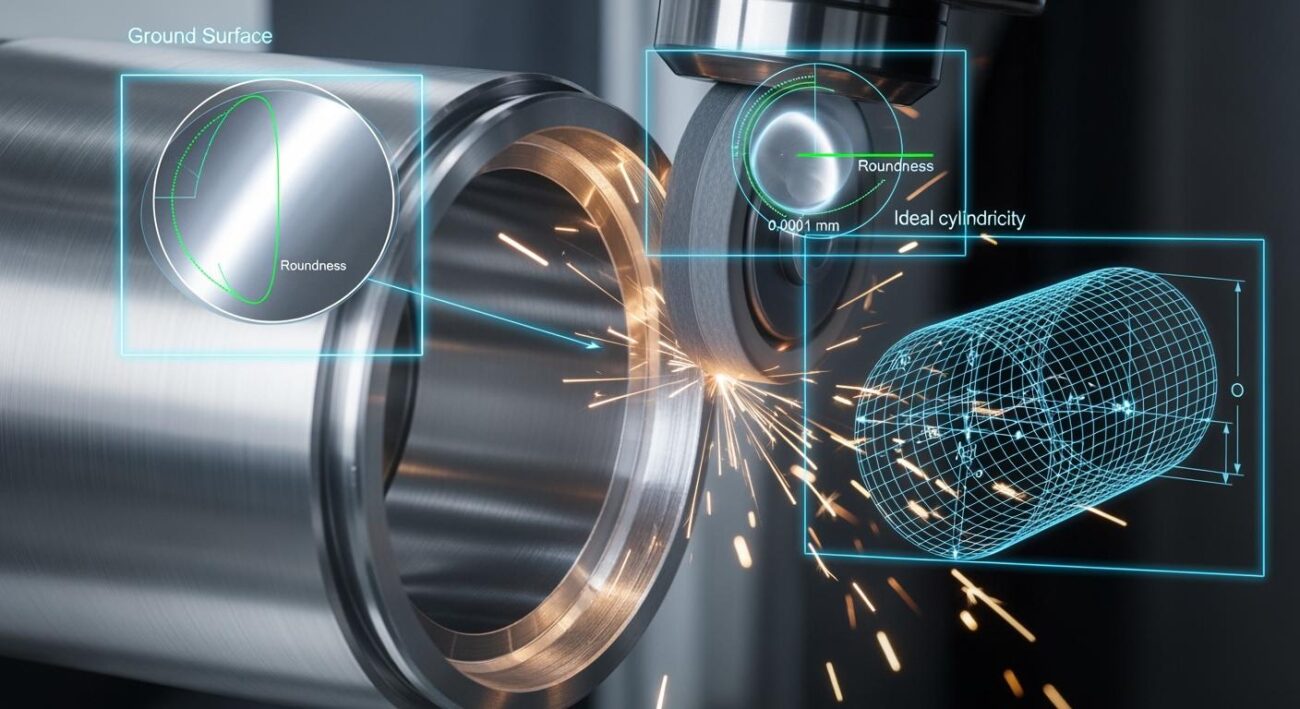
Taper and Out-of-Roundness in Internal Grinding
You often see taper as the most frequent issue in internal grinding. Taper means the bore does not stay straight. The diameter changes from one end to the other. This taper problem can create shapes like an hourglass or a barrel. You may also notice out-of-roundness, where the bore loses its perfect cylindrical shape. These bore grinding problems make it hard to achieve true precision. If you do not fix taper, you will see errors in roundness and the final part will not fit as expected.
Tip: Always check for taper at both ends of the bore. Use a micrometer to measure the diameter at several points.
Surface Burns and Poor Finishes
Surface burns and poor finishes can appear during cylindrical grinding of small bores. You may see burn marks or discoloration on the workpiece surface. These burns happen when the grinding wheel stays in contact with the workpiece for too long. High heat builds up and the workpiece cannot cool down fast enough. Poor surface roughness can also result from low wheel speed or weak machine rigidity. This leads to vibrations and surface ripples. If you do not control these problems, the workpiece may become weak or even crack. The performance and lifespan of the machined component will drop.
- Causes of surface burns and poor finishes:
- Long contact arc during grinding
- High heat and poor coolant flow
- Low wheel speed and poor rigidity
Vibration and Chatter Issues
Vibration and chatter are common in cylindrical and internal grinding. You may hear a loud noise or see wavy marks on the bore. These problems come from many sources:
- Machine tool resonance
- Unbalanced grinding wheels
- Worn bearings or bent shafts
- Loose machine parts
- Improper workholding
- Incorrect grinding techniques
- Dull grinding wheels
If you ignore vibration, you will see poor cylindrical accuracy and surface finish. The bore may not meet your precision needs. Always check your machine setup and keep all parts tight and balanced.
Causes of Internal Grinding Challenges
Machine Setup and Quill Deflection
You need to pay close attention to your machine setup when you perform cylindrical grinding on small bores. Taper often appears because of improper alignment or excessive quill overhang. When the quill extends too far, it can flex under pressure. This flexing causes vibration and leads to taper or out-of-roundness in the bore. If you use a dull or worn tool, you may see rough surfaces and chatter. Loose machine parts or worn bearings also create vibration, which affects the finish and roundness of the workpiece surface.
To minimize quill deflection, you can select materials like tungsten carbide for high rigidity or heavy metal for better vibration absorption. Try using a threaded spindle for precise installation or a taper-lock method for extra support. Sharpening the grinding wheel helps reduce deflection and improves tolerances. Always check your setup before starting the grinding process.
Workpiece Clamping and Accessibility
Proper clamping of the workpiece is essential in cylindrical and internal boring operations. If you do not secure the workpiece, it can move during grinding. This movement leads to taper, poor surface roughness, and errors in roundness. Limited accessibility in small bores makes it hard to deliver coolant and maintain tool rigidity. You may struggle to reach deep into the bore, which increases the risk of burns and dimensional errors. Use specially designed wheels and high-pressure coolant systems to overcome these challenges.
Tip: Always inspect your clamping system and ensure the workpiece is stable before starting the operation.
Wheel Selection and Operational Parameters
Choosing the right grinding wheel and setting the correct operational parameters play a big role in achieving precision and a good finish. The abrasive type, grit size, and bond structure of the wheel affect the surface roughness and the risk of taper. A coarse wheel removes material quickly but may leave a rough finish, while a fine wheel improves finish but can clog and overheat if not matched properly. Improper speed or feed rate can cause overheating, burns, or taper in the bore.
Here is a table that summarizes common challenges and solutions in internal grinding:
| Challenge | Description | Solution |
|---|---|---|
| Overheating and Thermal Damage | Excessive heat can cause thermal cracks and burns in small bores. | Use optimized wheels and proper coolant delivery. |
| Vibration and Chatter Marks | Vibration ruins surface finish and accuracy, especially with small wheels. | Balance workpiece and spindle; use high-quality wheels. |
| Wheel Loading and Clogging | Clogging reduces cutting efficiency, especially with softer materials. | Choose open-structured wheels and use effective dressing. |
| Maintaining Dimensional Accuracy | Tight tolerances are hard to achieve due to wheel stiffness and heat. | Use high form-holding wheels and monitor temperature. |
| Limited Accessibility in Small Bores | Hard to deliver coolant and maintain rigidity, increasing burns and errors. | Use special wheels and high-pressure coolant systems. |
You can improve your results by making careful adjustments to feed rates, speeds, and spark-out times. Always match your wheel and parameters to the specific bore and material for the best cylindrical grinding performance.
Solutions for Bore Grinding Problems
Optimizing Machine Setup and Alignment
You can achieve better results in cylindrical grinding by focusing on your machine setup and alignment. Secure mounting prevents vibration and keeps the workpiece stable. If you align the workpiece and grinding wheel accurately, you maintain precision and avoid taper. Always check that the workpiece is fully seated. Use a magnetic chuck for stability, but make sure you provide uniform support. Select the largest quill size possible for small id grinding. This reduces irregularities and helps you control taper adjustment on your machine.
Here is a table that shows key techniques for improving your grinding operation:
| Technique | Description |
|---|---|
| Secure Mounting | Keeps the machine stable and prevents vibration that causes irregular surfaces. |
| Proper Alignment | Ensures the workpiece and wheel are positioned for precision and roundness. |
| Wheel Condition/Dressing | Maintains surface quality and reduces defects on the workpiece surface. |
Tip: Always inspect your setup before starting the grinding process. Small changes in alignment can make a big difference in cylindrical accuracy and finish.
Using Aimgrind CBN Grinding Wheels for Small Bores
Aimgrind CBN grinding wheels give you advanced solutions for internal grinding of small bores. These wheels work well on hardened steels and superalloys. You get faster cutting speeds and cooler operation. This reduces the risk of burns and surface roughness problems. CBN wheels hold their shape, so you achieve tight tolerances and consistent roundness. You can use them for both wet and dry grinding. Aimgrind offers custom sizes and bond types, so you match the wheel to your grinding process and material.
- Benefits of Aimgrind CBN wheels:
- Superior hardness and thermal stability
- Longer wheel life and less downtime
- High precision for cylindrical and internal boring
- Improved finish and reduced taper
Note: Aimgrind provides personalized selection and formula design. You can contact their experts for help with bore grinding solutions.
Adjusting Feed Rates and Spark-Out
You can improve your cylindrical grinding results by adjusting feed rates and spark-out. If you use a higher feed rate, you remove material quickly, but you may see a rougher finish and more wear on the wheel. For finishing passes, slow down the feed rate. This gives you a smoother surface and tighter tolerances. The spark-out process is important. It lets the system relax and removes any leftover material. You reach the final specifications for the bore and avoid taper.
Tip: Make small adjustments to feed rates and spark-out times. Monitor the workpiece surface for signs of burns or roughness. This helps you achieve the best finish and roundness.
Coolant Delivery and Wheel Dressing
Proper coolant delivery is essential in small id grinding. If you use insufficient coolant pressure, you risk excessive heat buildup. This causes burn marks and micro-cracking. Contaminated coolant leads to poor surface finishes and reduced cutting efficiency. Always align the coolant stream with the grinding wheel. This prevents wheel loading and glazing, which can cause uneven finishes and chatter marks.
You should also focus on wheel dressing. Use hardened steel or carbide rolls to shape the wheel. Optimize dressing parameters like lead, depth of cut, and traverse speed. This enhances wheel performance and gives you a fine, uniform wheel topography. Ultra-precision grinding depends on careful dressing.
- Checklist for coolant and dressing:
- Use clean, high-pressure coolant
- Align coolant stream with wheel and bore
- Dress wheel regularly for best performance
- Adjust dressing parameters for your operation
Alert: Misaligned coolant or poor dressing can cause surface defects and reduce the quality of your cylindrical grinding operation.
You can solve common bore grinding problems by following these steps. Focus on machine setup, use Aimgrind CBN wheels, adjust feed rates, and optimize coolant and dressing. These solutions help you achieve precision, avoid taper, and improve the finish of your workpiece.
Applications of Cylindrical Grinding in Industry
Precision Bore Grinding in Aerospace and Automotive
You see cylindrical grinding play a key role in aerospace and automotive manufacturing. These industries need tight tolerances and high-quality finishes for every bore. You use CNC machines for cylindrical grinding to achieve precise results with little human error. The process starts when you program the machine with the exact dimensions and tolerances. High-speed spindles and advanced tools remove material quickly and leave a smooth workpiece surface.
You rely on real-time sensor feedback to make adjustments during grinding. This keeps the roundness and taper within strict limits. Precision grinding acts as the final step after heat treatment. You use it to correct any distortions and reach the exact size needed. This step removes only a small amount of material, so you avoid thermal distortion. You ensure that each bore fits perfectly with other parts and that the mechanical assembly works as designed.
- CNC machines help you keep cylindrical tolerances tight.
- You use high-speed tools for fast and smooth results.
- Real-time feedback lets you adjust for the best roundness and taper.
- Final grinding ensures proper fit and function of every workpiece.
Aimgrind Solutions for Tool and Glass Industries
You find many applications of cylindrical grinding in the tool and glass industries. Aimgrind offers a wide range of products for these needs. You can choose from diamond and CBN grinding wheels, each with special features for different materials and tasks. The table below shows how Aimgrind’s solutions match your industry requirements:
| Product Type | Key Features | Applications in Tool and Glass Industries |
|---|---|---|
| Diamond Grinding Wheels | Ultra-hard abrasive, long service life, high efficiency | Glass, ceramics, optical processing, lapidary |
| Stable dimensions, eco-friendly (minimal dust, odor, heat) | Aerospace, mold manufacturing | |
| CBN Grinding Wheels | Superior heat resistance, no hardness loss at high temperatures | Hardened steel, bearing steel, HSS, nickel alloys |
| High removal rate, consistent precision, long wheel life | Tool & die, automotive, medical, semiconductor |
You improve productivity and quality by using Aimgrind’s customized grinding wheels. You get longer wheel life, better control of taper, and more consistent cylindrical results. Aimgrind helps you match the right wheel to your workpiece and process, so you achieve the best finish and roundness for every application.
Tip: You can contact Aimgrind for help with internal grinding solutions that fit your exact needs.
You need the right approach to solve internal grinding challenges in small bores. Using advanced tools and techniques helps you achieve tight tolerances and smooth finishes. Specialized solutions like Aimgrind CBN grinding wheels give you better results and longer tool life. The table below shows why precision matters in internal applications:
| Key Application | Description |
|---|---|
| Precision internal grinding | Essential for achieving tight tolerances in bore diameters, especially in automotive and aerospace. |
| Finishing internal surfaces | Important for cylinders and gears, ensuring proper fit and function. |
| Use in manufacturing | Bore grinders are crucial where precision is needed, highlighting the value of advanced tools. |
You can always consult experts to find the best grinding solution for your needs.
FAQ
What is an internal grinder and how does it work?
You use an internal grinder to finish the inside of a hole or bore. The internal grinder spins a small wheel inside the part. You control the size and shape by moving the internal grinder carefully. This tool helps you get smooth and accurate bores.
Why does my internal grinder cause taper in small bores?
You may see taper if your internal grinder setup is not correct. The internal grinder quill can bend if it is too long. You should check the alignment of your internal grinder. Always use the right support for your internal grinder to avoid taper.
How do I prevent burns when using an internal grinder?
You can prevent burns by using enough coolant with your internal grinder. Make sure the internal grinder wheel is sharp and clean. Do not press the internal grinder too hard. Use the right speed for your internal grinder to keep the part cool.
What is the difference between an internal grinder and a cylindrical grinder?
You use an internal grinder for holes and bores. You use a cylindrical grinder for the outside of round parts. The internal grinder works inside the part. The cylindrical grinder works on the outside surface.
How do I choose the right wheel for my internal grinder?
You should match the wheel to your internal grinder and the material. Harder materials need a stronger wheel for your internal grinder. Ask experts for help if you are not sure. The right wheel helps your internal grinder make smooth and accurate bores.
Contact Us
For More Grinding Solution or Customized Abrasive Tools