You need to meet strict precision grinding requirements when working with an engine block made from cast iron. Tight tolerances and a high-quality surface finish help you achieve the best results in engine block machining. Careful process control ensures that you avoid errors during machining. Advanced tools, like Aimgrind’s super hard abrasives, give you the precision needed for demanding precision grinding tasks.
Key Takeaways
- Maintain tight tolerances, such as ±0.02 mm for bore diameter and ±0.01 mm for cylindricity, to ensure proper engine block assembly and performance.
- Achieve industry-standard surface finishes, like 10–30 RMS, using CNC machining and tools like surface roughness testers and comparator plates.
- Ensure flatness and parallelism of the deck surface to prevent leaks, misalignment, and premature wear in engine blocks.
- Use advanced tools, such as Aimgrind’s super hard abrasives, for durability, precision, and cost-effective machining.
- Inspect engine blocks before, during, and after machining to catch errors early and maintain high-quality results.
Precision Grinding Requirements for Engine Block Machining
Tolerances for Engine Block Cast Iron
You must pay close attention to tolerances when you work with engine block machining. Tolerances set the limits for how much a part can vary from its ideal size. High-tolerance grinding helps you achieve the tight specifications needed for automotive components. You need to keep variations in bore diameter within ±0.02 mm. Cylindricity tolerances should stay within ±0.01 mm. These precision grinding requirements help you avoid problems during assembly and operation. You must check the deck surface milling for flatness and parallelism. If you miss these tolerances, you risk leaks or misalignment in motor blocks. You must use precision machining and cnc machining to reach these tolerances. You need to measure and verify each engine block to ensure accuracy.
Tip: Always use calibrated measurement tools to check tolerances during machining. This practice helps you maintain accuracy and avoid costly mistakes.
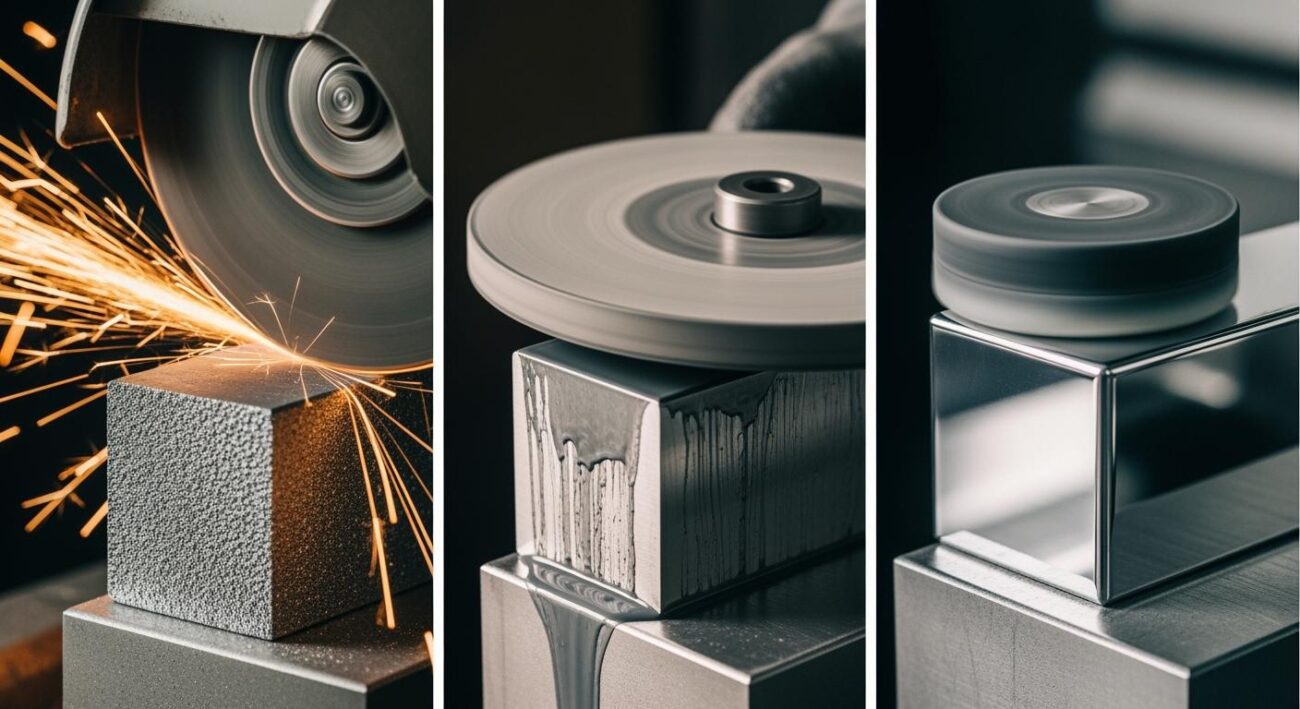
Surface Finish Standards
Surface finish requirements play a big role in engine block machining. You must create a clean and surface finish that meets industry standards. The finish on cylinder walls is measured in microinches. A smooth glazed finish has an RMS of 5 to 7. Piston ring manufacturers recommend 25 to 30 RMS for cast iron rings and 20 to 25 RMS for chrome plated rings. Moly rings need a very smooth surface of 10 to 15 RMS. The deck surface for the head gasket may require a surface of 30 RMS or higher. You must use cnc machining to achieve these finishes. Surface roughness testers and comparator plates help you check the finish.
| Measurement Tool | Description |
|---|---|
| Surface Roughness Testers | Devices used to measure the surface roughness of materials. |
| Comparator Plates | Tools that provide a visual reference for comparing surface finishes. |
You must remove carbon deposits, flush oil and fuel passages, and clean rust or corrosion from the engine block. These steps help you achieve the right surface finish and keep the engine block in good condition.
Flatness and Parallelism
Flatness and parallelism are critical precision grinding requirements for engine block machining. The deck surface must be perfectly flat to ensure a gas-tight seal with the cylinder head. You need to achieve flatness tolerances as tight as 0.01 mm. Parallelism ensures that surfaces align correctly and fit together without gaps. If you fail to meet these requirements, you may see leaks, increased friction, or premature wear in motor blocks. Lack of parallelism can prevent proper seating and compromise structural integrity.
- Flatness Requirements: The deck surface of the engine block must be perfectly flat for a gas-tight seal.
- Typical Tolerance: Achieving tight flatness tolerances, such as 0.01 mm, is critical for assembly fit and reliability.
- Poorly finished surfaces can lead to leaks in hydraulic systems or engine blocks.
- Misalignment of components may increase friction and cause premature wear.
- Lack of parallelism can prevent proper seating and compromise structural integrity.
You must use advanced cnc machining and high-tolerance grinding to reach these specifications. Technological advancements in precision grinding help you improve accuracy and stability.
| Advancement Type | Description |
|---|---|
| Intelligent Grinding Methods | Hybrid control strategies and fuzzy force controllers improve precision. |
| Advanced Control Strategies | Force/bit disturbance rejection control strategies achieve high accuracy. |
| Innovative Tool Materials | Constant-force mechanisms enhance grinding accuracy and stability in machining processes. |
You must follow these precision grinding requirements to ensure the engine block meets all machining standards. You need to use the latest cnc machining techniques and tools to achieve the best results.
Precision Grinding Process Steps
Pre-Grinding Inspection
You start with a careful inspection of the engine block. You check for cracks, warping, and any signs of wear. You clean the surface to remove oil, rust, and carbon deposits. You measure key areas to confirm they meet machining specifications. You use calibrated tools to check tolerances. This step helps you avoid errors before you begin precision grinding.
Alignment and Fixturing
You must secure the engine block for accurate machining. Proper alignment prevents rapid bearing wear and misalignment in motor blocks. You use vertical boring machines to eliminate gravity effects and achieve a truer cut. You prioritize main bore alignment as your first step. This ensures all other dimensions remain accurate.
| Best Practice | Description |
|---|---|
| Maintain Proper Alignment | Ensures crankshaft and camshaft are parallel, preventing rapid bearing wear. |
| Use Vertical Boring Machine | Eliminates gravity effects, provides a truer cut, saves floor space. |
| Prioritize Main Bore Alignment | Critical for accuracy of other engine block dimensions. |
Grinding Sequence and Tool Choice
You select the right grinding tools for each machining step. You choose tools with proper insert geometry for effective chip formation. Advanced coatings and optimized geometries improve tool life and cutting performance. Large milling cutters with multiple cutting edges help you remove metal efficiently. The F4045 tool offers 14 usable cutting edges, reducing costs and boosting efficiency. Positive overall geometry lowers cutting forces and power consumption. Aimgrind’s super hard abrasives provide unmatched durability and precision for deck surface milling and other grinding tasks.
- Proper insert geometry improves chip formation.
- Advanced coatings extend tool life by up to 75%.
- Large milling cutters increase metal removal rates.
- The F4045 tool reduces costs with 14 cutting edges.
- Positive geometry lowers cutting forces.
In-Process Measurement
You monitor the machining process using in-process measurement tools. You check surface finish and tolerances as you grind. You use surface roughness testers and comparator plates to verify finish quality. You adjust cnc machining parameters to maintain precision. This step helps you catch errors early and ensures the engine block meets specifications.
Tip: Protect sensitive areas of the engine block during grinding. Use masking or shields to prevent accidental damage.
Final Inspection
You complete the process with a thorough final inspection. You measure all critical surfaces and check for flatness and parallelism. You confirm that the engine block meets all machining specifications. You document results for quality control. Aimgrind’s super hard abrasives help you achieve consistent surface finish and reliable results in cnc machining.
Maintaining Dimensional Accuracy in Engine Block Machining
Managing Thermal Distortion
You need to control thermal distortion to keep your engine block machining accurate. When cast iron cools, residual stresses can cause the block to warp. This warping leads to dimensional inaccuracies and affects engine performance. You can reduce these issues by using slower cooling rates. Slower cooling lowers temperature gradients and helps the block keep its shape. Trials on cylinder heads show that increasing in-mold cooling time decreases distortion. After about six hours, the benefits reach a plateau. You may also need to apply special anti-distortion patterns in high-stress areas. These steps help you maintain dimensional accuracy and improve machining results.
- Residual stresses during cooling cause warpage and inaccuracies.
- Slower cooling rates minimize temperature gradients.
- Longer in-mold cooling times reduce distortion, especially in cylinder heads.
- Anti-distortion patterns help in high-stress zones.
Handling Material Variability
Material variability in cast iron can make machining challenging. You must understand how different factors affect the process. The table below shows key factors that impact machining and accuracy:
| Factor | Description |
|---|---|
| Brittleness | Low tensile strength in white cast iron can cause cracking under impact loads, limiting its use. |
| Machining Difficulties | Graphite presence in gray cast iron increases tool wear, necessitating specialized tooling. |
| Variability | Inherent microstructure variations can lead to inconsistent mechanical properties. |
| Surface Defects | Casting processes may introduce defects like porosity, requiring advanced processing techniques. |
You should select the right tools and adjust your machining approach based on these factors. This helps you achieve better accuracy and consistent performance.
Preventing Surface Defects
Surface defects can lower the quality of your engine block and reduce engine performance. You need to inspect the surface before and after machining. Look for porosity, cracks, or rough spots. Use advanced abrasives and proper grinding techniques to avoid introducing new defects. Regular checks and careful dimensional analysis help you catch problems early. By focusing on surface quality, you support both accuracy and long-term engine block performance.
Tip: Always document your inspection results to track trends and improve future machining processes.
Best Practices for Precision Grinding with Aimgrind Super Hard Abrasives
Selecting the Right Abrasive Tools
You should choose abrasive tools that match the demands of engine block machining. Look for high hardness and wear resistance. These features help you handle the tough surfaces of motor blocks and maintain accuracy. CBN abrasives work well because they do not react with iron and keep their hardness at high temperatures. You also want tools with good cutting performance and stable geometry. Quick tool changes and reliable operation reduce downtime and keep your process efficient. Aimgrind’s super hard abrasives offer these benefits, making them ideal for deck surface milling and other critical steps.
Key Criteria for Selection:
- High hardness and wear resistance
- Good cutting performance
- High precision and stability
- Quick tool changes and reliability
Optimizing Grinding Parameters
You can improve surface finish and tool life by adjusting your grinding parameters. Use CBN or ceramic tools for their heat resistance and durability. For rough machining, set speeds between 60 and 120 m/min and feed rates from 0.2 to 0.5 mm/rev. For finishing, increase speeds to 120–200 m/min and lower feed rates to 0.05–0.2 mm/rev. Keep the cutting depth shallow during finish boring. Aim for a surface roughness (Ra) of 0.2 μm or less to meet specifications. These adjustments help you achieve a smooth finish and extend tool life in cnc machining.
| Parameter | Value Range |
|---|---|
| Surface Roughness (Ra) | ≤0.2 μm |
| Rough Speed | 60–120 m/min |
| Finish Speed | 120–200 m/min |
| Rough Feed Rate | 0.2–0.5 mm/rev |
| Finish Feed Rate | 0.05–0.2 mm/rev |
Inspection and Documentation
You need to inspect each engine block carefully during and after machining. Measure the surface at the top, middle, and bottom of each cylinder. Track roundness and diameter to ensure you meet all specifications. Keep detailed records using control plans and tool life logs. These documents help you comply with industry standards and improve quality. Regular documentation also supports audits and helps you spot trends in cnc machining performance.
Tip: Document every change in your process to maintain traceability and support continuous improvement.
Operator Training and Continuous Improvement
You should train operators to follow standard cnc machining procedures. Regular training on safe handling, setup, and troubleshooting improves performance and reduces errors. Encourage your team to review results and suggest improvements. Continuous learning helps you keep up with new techniques and maintain high-quality surface finish on every engine block.
- Train operators on standard procedures
- Review and update training regularly
- Encourage feedback for process improvement
Aimgrind’s super hard abrasives last longer than conventional tools. You will process more parts per wheel and reduce downtime. Many users report lower per-part costs and better surface quality. By following these best practices, you can achieve reliable results and boost your engine block machining efficiency.
You must focus on precision grinding to improve engine performance and machining results. Use advanced abrasives to achieve a high-quality finish and maintain tight tolerances. Aimgrind’s super hard abrasives help you increase engine performance and machining efficiency.
- Super-hard abrasives provide sharp edges and high wear resistance for better performance.
- These tools offer long service life and high removal rates, lowering overall costs.
- You should use proper grinding techniques and equipment to enhance parallelism and surface quality.
Rely on Aimgrind’s expertise to boost your machining performance and get the best from every engine block.
FAQ
What is the main goal of precision grinding in engine block machining?
You want to achieve tight tolerances and a smooth surface. Precision grinding helps you prepare the engine block for assembly. This step makes sure that all parts fit together during machining.
Why should you use super hard abrasives for engine block machining?
You get better durability and a longer tool life. Super hard abrasives help you keep a consistent finish. These tools also reduce downtime during machining.
How do you check the surface finish after machining?
You use surface roughness testers and comparator plates. These tools help you measure the finish quickly. You can spot any problems right after machining.
What problems can poor machining cause in engine blocks?
You may see leaks, misalignment, or early wear. Poor machining can also lead to engine failure. Always follow best practices to avoid these issues.
How often should you inspect your tools during machining?
You should check your tools before, during, and after each machining session. Regular inspection helps you catch wear early and keeps your process safe.
Contact Us
For More Grinding Solution or Customized Abrasive Tools