Grinding wheel loading happens when material builds up on the grinding wheel surface. You often see this problem during ceramic grinding. This buildup can quickly reduce the grinding wheel’s cutting ability and cause you to dress the wheel more often. When wheel loading occurs, you may notice lower grinding efficiency, poor surface quality, and shorter tool life. Heat and chip adherence can make the problem worse. You should identify wheel loading early and take action to protect your process and finished product quality.
Key Takeaways
- Watch for signs of wheel loading, such as slow cutting and shiny spots. Early detection helps maintain grinding efficiency.
- Regularly inspect and dress your grinding wheels to keep them sharp and effective. This practice prevents loading and improves surface quality.
- Choose the right grinding wheel, like Aimgrind resin bond wheels, to reduce loading and enhance performance. Proper selection boosts productivity.
- Adjust grinding parameters, such as feed rate and depth of cut, to minimize wheel loading. Small changes can lead to better results.
- Train operators on the causes of loading and effective grinding techniques. Knowledge helps prevent issues and improves overall grinding quality.
Identifying Wheel Loading
Signs of Wheel Loading
You can spot grinding wheel loading by watching for several clear signs during grinding. When you see the wheel not cutting as expected, this often means material has built up on the wheel. You may also notice the wheel cutting slowly, which leads to longer grinding times. Sometimes, you will see shiny or glazed spots on the wheel surface. These spots show that the abrasive grains are covered by material from the ceramic workpiece. You might hear a change in the grinding sound or feel more vibration in the machine. If you see sparks decrease or the workpiece surface looks rough, these are also signs of wheel loading.
Tip: Always check for these signs before starting a new batch or after a long grinding session. Early detection helps you avoid bigger problems.
Inspection and Diagnosis
You need to inspect the grinding wheel regularly to catch wheel loading early. Start by looking at the wheel surface under good lighting. Use a magnifier if needed. If you see dull or shiny patches, this means the wheel not cutting properly. Touch the wheel gently (when safe and stopped) to feel for smooth or glazed areas. These areas show that the wheel cannot remove material well.
For a more accurate diagnosis, you can use advanced monitoring methods. Many shops now use multi-sensor fusion techniques. These systems track acoustic emission, grinding force, and vibration signals. They help you monitor wheel wear and loading with over 92% accuracy. Some companies use improved support vector machine algorithms. These tools combine different signals to give you a clear picture of wheel condition.
| Diagnostic Method | Description | Accuracy |
|---|---|---|
| Multi-Sensor Fusion Techniques | Utilizes acoustic emission, grinding force, and vibration signals for monitoring wheel wear. | > 92% |
| Improved Support Vector Machine | A multi-eigenvalue fusion algorithm that enhances monitoring accuracy over traditional methods. |
By using both visual checks and advanced monitoring, you can keep your grinding process efficient and avoid problems caused by grinding wheel loading.
Causes of Grinding Problems in Ceramics
Ceramic Material Properties
You face unique grinding problems when working with ceramics. The properties of ceramic materials play a big role in how the grinding process goes. Ceramics have a polycrystalline structure. This means they break easily because of low fracture toughness. When you grind these materials, microcracks form and spread quickly. These cracks can cause brittle fractures, which lead to poor surface finish and lower quality. You also see different types of fractures, like intergranular and transgranular, that make the surface rough and hurt dimensional accuracy.
| Property | Description |
|---|---|
| Polycrystalline Structure | Composed of ionic or covalent bonds, leading to low fracture toughness. |
| Low Fracture Toughness | Results in brittle fractures during grinding, increasing loading on the grinding wheel. |
| Microcracks | Generated under external loads, causing rapid expansion and brittle fractures. |
| Fracture Types | Includes intergranular and transgranular fractures, contributing to surface roughness. |
| Cutting Load | Higher loads induce more fractures and larger pits on the surface, affecting grinding efficiency. |
| Feed Rate Impact | Higher feed rates lead to increased surface fracture zones, exacerbating loading issues. |
When you use high feed rates or heavy loads, you increase the risk of wheel loading and poor surface finish. This makes it harder to achieve the right dimensional accuracy and quality.
Grinding Wheel Selection
Choosing the right grinding wheel helps you avoid many grinding problems. The bond type and porosity of the wheel matter a lot. Vitrified bonds have high rigidity and strength. They hold abrasive grains well and let you remove material efficiently. The porosity in these wheels gives space for chips to escape, which keeps the wheel from loading up. If you pick a wheel with the wrong bond or low porosity, you may see poor surface finish and lose accuracy.
- The bond’s rigidity and porosity help manage swarf and prevent wheel loading.
- Vitrified bonds support effective material removal and reduce clogging.
- Porous wheels let chips escape, keeping the grinding process smooth.
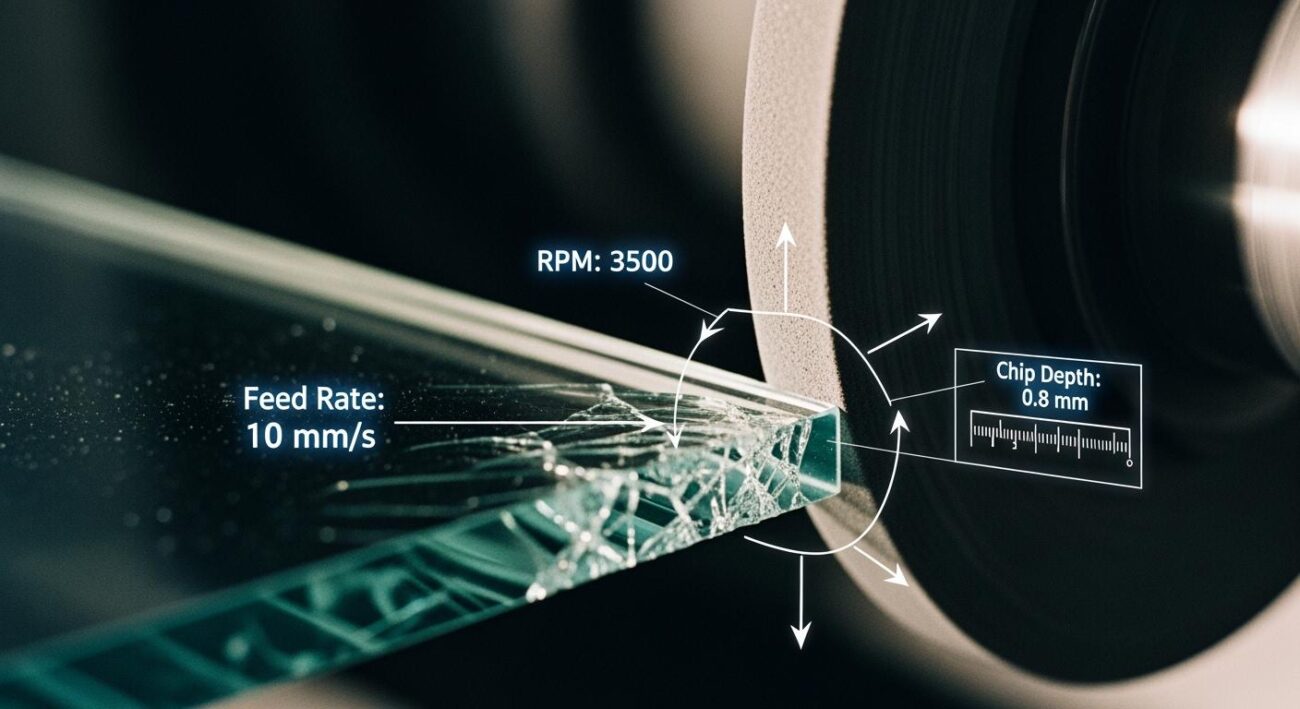
Parameter and Coolant Issues
Grinding parameters and coolant use also affect the quality and accuracy of your work. If you set the rotational speed too high or use a large depth of cut, you can cause more wheel loading. For example, speeds like 15,000 rpm with a 0.5 mm depth of cut can lead to grinding problems. Lower speeds and smaller cuts, such as 8,100 rpm and 0.04 mm depth, help you keep better control over dimensional accuracy and finish.
| Parameter | Value |
|---|---|
| Rotational Speed | 15,000 rpm |
| Feed Rate | 1000 mm/min |
| Depth of Cut | 0.1 mm (conical), 0.5 mm (radial) |
| Grinding Width | 2 mm (conical), 0.5 mm (radial) |
Coolant plays a key role in preventing grinding problems. It acts as a barrier, reduces heat, and flushes away chips. Good coolant application keeps the wheel sharp and helps you achieve high quality and dimensional accuracy. Without enough coolant, you may see poor surface finish and more wheel loading.
Tip: Use clean, thin coolants and dress your wheel often to maintain quality and finish.
| Cause of Grinding Problem | Method of Correction |
|---|---|
| Coarse grain size or open bond | Use to create chip separation |
| Dresser quality | Use a sharper dresser and dress quickly |
| Coolant quality | Use cleaner and thinner coolants |
Solutions for Wheel Loading
Adjusting Grinding Parameters
You can solve many grinding wheel loading problems by adjusting your grinding parameters. Start by lowering the feed rate and reducing the depth of cut. This change helps you avoid burning and keeps the grinding wheel sharp. When you use a slower wheel speed, you reduce heat and prevent material from sticking to the grinding wheels. Always check your coolant flow. Good coolant application cools the grinding area and flushes away chips. This step stops burning and keeps the grinding operation smooth.
If you notice burning or a rough surface, try using a thinner coolant and dress the grinding wheel more often. You can also switch to a wheel with an open structure. This design gives chips more space to escape, which prevents grinding wheel loading. When you control your grinding parameters, you improve cutting performance and extend wheel life. You also reduce the risk of wheel life too short and keep your productivity high.
Tip: Small changes in speed or feed can make a big difference in surface quality and tool life.
Choosing Aimgrind Resin Bond Grinding Wheels
Selecting the right grinding wheels is key to solving grinding wheel loading in ceramic grinding. Aimgrind resin bond grinding wheels resist loading better than many other bond types. These wheels keep their cutting edges sharp and clear of swarf. You get a consistent grinding performance and a smoother surface finish on your workpiece. The resin bond also helps you avoid burning and keeps the grinding wheel from glazing over.
Aimgrind offers resin bond grinding wheels with uniform abrasive grains. This feature gives you better cutting efficiency and longer wheel life. You will see fewer cracks and a more even finish on your ceramics. The soft bond and engineered grain spacing in these wheels help chips escape quickly. This design reduces heat buildup and prevents burning during high-speed grinding. You can use these wheels for tough materials and still get high productivity.
| Metric | Before | After | Improvement |
|---|---|---|---|
| Grinding Wheel Lifespan (hours) | 120 | 168 | +40% |
| Monthly Maintenance Cost (USD) | $15,000 | $10,500 | -30% |
| Dust Emission Reduction | Baseline | 30% Less Dust | -30% |
You can expect up to three times longer wheel life compared to standard wheels. You will also see an 18–25% faster material removal rate in fine-grain ceramics like alumina and zirconia. These improvements boost your productivity and lower your maintenance costs.
Note: Aimgrind’s expertise in custom grinding wheel design means you get wheels matched to your process and equipment. This support helps you solve grinding wheel loading and burning issues before they affect your results.
Dressing and Maintenance
Regular dressing and maintenance keep your grinding wheels in top shape. Dressing removes dull abrasive grains and any material stuck to the wheel. This process restores the sharp cutting edges and keeps the grinding wheel ready for the next job. You should use a proper dressing tool and follow a set schedule. This habit prevents grinding wheel loading and burning.
Here are some best practices for dressing and maintenance:
- Choose a grinding wheel with an open structure to prevent clogging.
- Use the right dressing technique to remove built-up material.
- Adjust grinding parameters to avoid excessive material buildup.
- Control the speed of the grinding wheel.
- Apply proper lubrication to stop material from sticking.
- Always use suitable grinding wheels for your ceramic grinding tasks.
The dressing process is essential for keeping your grinding wheels effective. When you maintain your wheels, you avoid burning, improve cutting performance, and extend wheel life. You also reduce dust and keep your workspace cleaner.
Alert: Skipping dressing or using the wrong dressing tool can lead to burning, poor surface finish, and wheel life too short.
By following these solutions, you can control grinding wheel loading, improve your grinding operation, and achieve high productivity. Aimgrind resin bond grinding wheels and proper maintenance practices give you the edge in ceramic grinding.
Best Practices for Grinding Wheel Care
Routine Inspection
You should inspect your grinding wheels often to keep your process safe and efficient. Regular checks help you find cracks, damage, or buildup before they cause bigger problems. Use this table to guide your inspection schedule:
| Frequency | Method of Inspection |
|---|---|
| Before Each Use | Visual check for cracks, damage, and make sure guards are in place and the workpiece is clamped securely. |
| Daily | Clean the wheel, check for loose parts, and confirm proper lubrication. |
| Monthly | Safety or maintenance teams should do a full inspection using a checklist. |
| Semi-Annually to Annually | Certified technicians should check alignment, calibration, and wear. |
You should also store your wheels upright in a cool, dry place. Clean them with non-metallic brushes and pH-neutral cleaners. These steps help you avoid moisture damage and keep the abrasive grains exposed for better grinding.
Tip: Proper maintenance and inspection can make your grinding wheels last longer and work better.
Operator Training
Well-trained operators can spot and fix grinding wheel loading quickly. You should learn about the causes of loading, how to reduce it, and the role of coolant. Training should also cover burr formation, the difference between up-grinding and down-grinding, and how to avoid thermal damage or burns. Here are important topics for your training:
| Training Topic | Description |
|---|---|
| Causes of Loading | Learn what leads to wheel loading in different materials. |
| Methods to Reduce Loading | Discover ways to keep loading low during grinding. |
| Coolant Quench Effect | See how coolant helps your grinding process. |
| Burr Formation | Find out how burrs form and how to prevent them. |
| Up-grinding vs. Down-grinding | Understand how each method affects cooling and loading. |
| Thermal Damage | Learn to spot and test for heat damage. |
| Grinding Burn | Know how to prevent burns on your workpiece. |
| Material Sensitivity | Understand how different materials react to heat. |
You should also practice using the right wheel type, correct speeds, and enough coolant to avoid common mistakes.
Leveraging Aimgrind Support
Aimgrind gives you strong support for your grinding needs. You can get custom grinding solutions that fit your ceramic grinding process. Aimgrind offers custom wheels that help reduce loading and improve performance. You can also use the GC dressing tool from Aimgrind to restore your wheels and keep them sharp. These services help you solve problems before they slow down your work.
When you follow these best practices, you keep your grinding wheels safe, efficient, and long-lasting. Aimgrind stands ready to help you with expert advice and custom solutions.
You should always watch for grinding wheel loading in ceramic grinding. If you ignore it, you will face higher costs from more frequent dressing and extra maintenance. Using Aimgrind resin bond grinding wheels helps you keep your process stable and your surface quality high. When you follow best practices and ask experts for help, you improve your results and save money over time.
FAQ
What causes grinding wheel loading in ceramic grinding?
You see wheel loading when ceramic chips stick to the grinding wheel. This happens because ceramics break easily and create fine dust. The dust fills the spaces between abrasive grains and blocks the wheel from cutting well.
How do Aimgrind resin bond grinding wheels help prevent loading?
Aimgrind resin bond grinding wheels use a special bond and grain spacing. This design lets chips escape quickly. You get less heat and fewer blockages. Your grinding stays smooth and efficient.
How often should you dress your grinding wheel?
You should dress your grinding wheel whenever you notice shiny spots, slow cutting, or rough surfaces. For best results, check and dress the wheel before each new job or after long grinding sessions.
Can you use Aimgrind resin bond grinding wheels for all ceramics?
You can use Aimgrind resin bond grinding wheels for most ceramics, including alumina and zirconia. If you have a special ceramic, contact Aimgrind for custom solutions. They help you choose the right wheel for your needs.
What is the best way to store grinding wheels?
Store your grinding wheels upright in a cool, dry place. Keep them away from moisture and direct sunlight. Use non-metallic brushes to clean them. This keeps your wheels safe and ready for use.
Contact Us
For More Grinding Solution or Customized Abrasive Tools