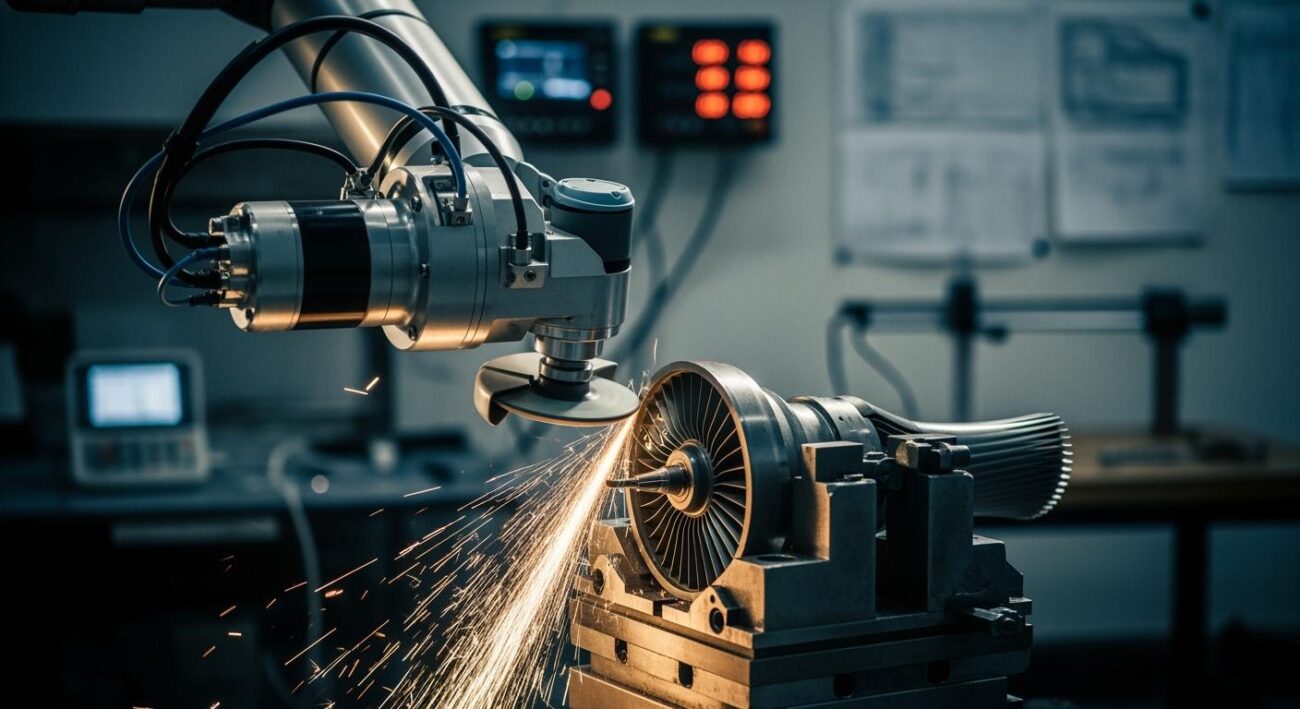
Precision grinding plays a critical role in manufacturing stainless steel components for medical devices. High part quality, tight tolerances, and minimal defects ensure safety and reliability for patients. Nearly 10% of machine utilization in the United States focuses on grinding surgical cutting instruments made of stainless steel. Aimgrind brings expertise and advanced diamond grinding wheels to this process, helping manufacturers achieve consistent results and superior finishes.
Key Takeaways
- Precision grinding ensures high-quality stainless steel components for medical devices.
- Surface quality and tight tolerances improve device safety and reliability.
- Proper grinding wheel selection minimizes burrs and enhances surface finish.
- Effective cooling and lubrication prevent heat damage during grinding.
- Process control and regular inspection ensure consistent, cost-effective production.
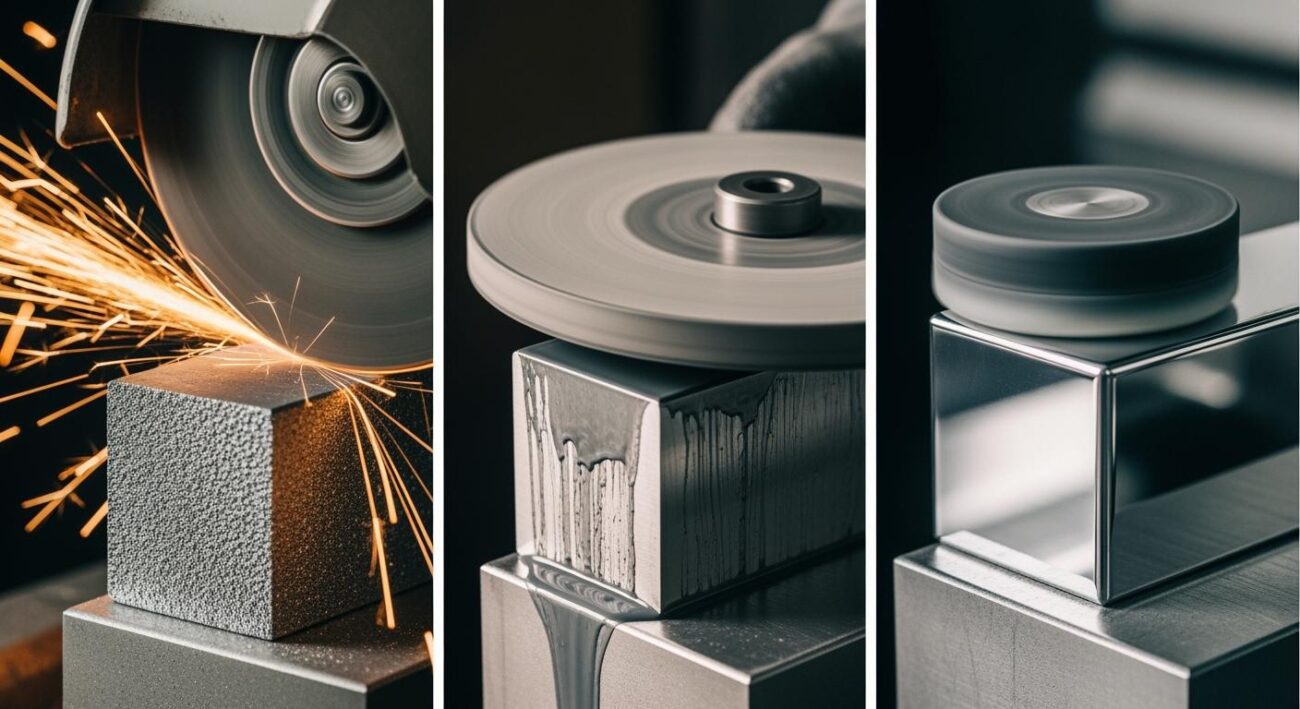
Surface Finish and Tolerances in Precision Grinding
Importance of Surface Quality
Surface quality stands as a key factor in the performance and longevity of medical device stainless steel components. A smooth, defect-free surface improves corrosion resistance and biocompatibility. Medical devices must withstand repeated sterilization cycles. Proper surface treatments, such as passivation and electropolishing, help stainless steel resist corrosion and maintain safety for patients. Aimgrind’s diamond grinding wheels deliver consistent finishes, reducing the risk of surface flaws and ensuring each device meets strict medical standards.
Diamond grinding wheels from Aimgrind use advanced abrasive technology. These wheels maintain their shape and sharpness, which helps produce uniform surfaces across batches. Custom wheel formulas allow manufacturers to match the grinding process to the specific needs of each device. This approach supports compliance with ISO 13485:2016 and FDA requirements, which demand traceability and high-quality finishes.
Maintaining Tight Tolerances
Precision grinding ensures that medical device components meet exact tolerances. Tight tolerances are critical for predictable mechanical behavior inside the human body. Micro-grinding removes material in microns, achieving tolerances as tight as ±0.0005″ and sometimes down to ±0.0001″. Aimgrind’s diamond grinding wheels are engineered for dimensional control, supporting high-precision applications in medical manufacturing.
Manufacturers use several methods to maintain tight tolerances:
- Surface Grinding: Finishes large, flat components.
- Cylindrical Grinding: Shapes the outer surfaces of cylindrical parts.
- Centerless Grinding: Produces small cylindrical parts in high volumes.
- CNC Machining: Creates complex shapes with computer-controlled tools.
Custom grinding wheels, optimized abrasive grain types, and precise bond structures help achieve consistent results. Regulatory bodies require traceability and process validation, making precision grinding essential for medical device production.
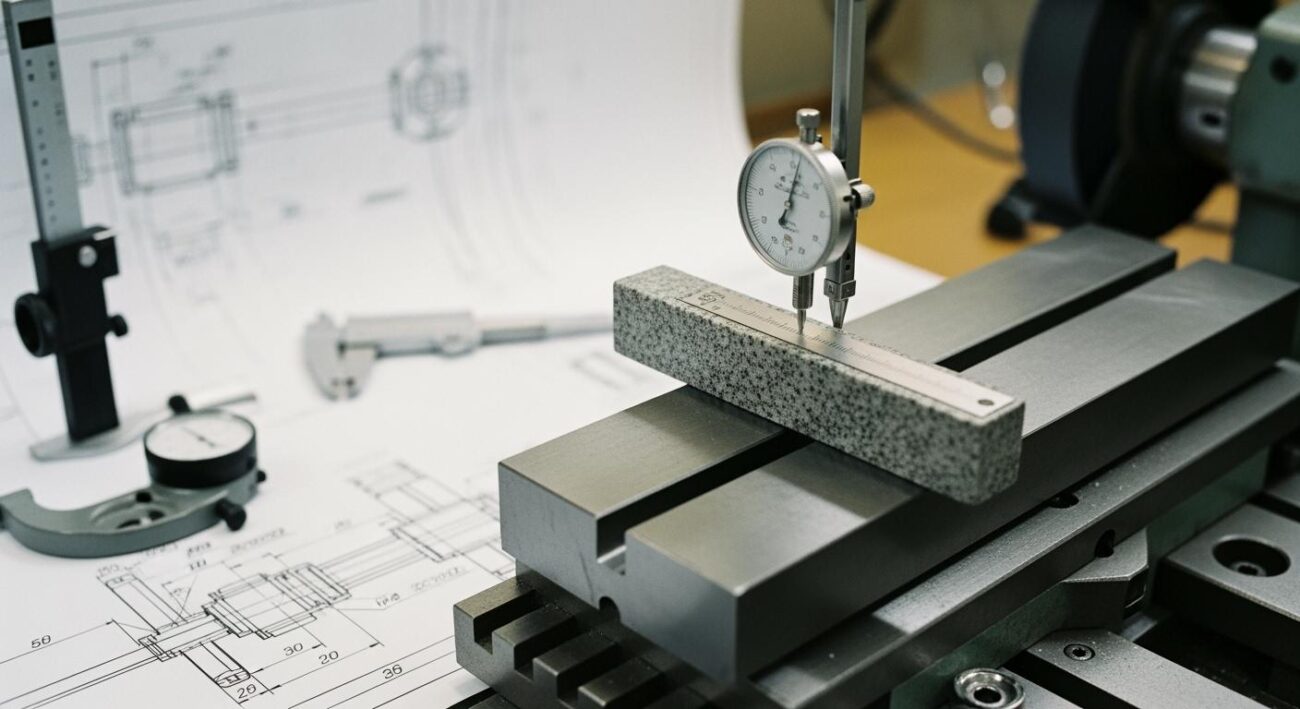
Inspection and measurement techniques verify surface finish and tolerances. The table below shows common methods used in the grinding process:
| Measurement Method | Description | Key Parameters |
|---|---|---|
| Contact Profilometry | Common method for 2D surface roughness measurement using a diamond stylus. | Stylus tip radius: 2 µm for fine finishes; Cutoff length: 0.25 mm for smooth surfaces; Evaluation length: 4.0 mm. |
| Non-contact Optical Methods | Includes white light interferometry and confocal microscopy for 3D measurement. | Preferred for complex geometries; Vertical resolution must be < 0.01 µm for medical applications. |
Operators use these tools to check surface roughness and dimensional accuracy. Regular inspection helps prevent defects and ensures each device meets medical standards.
Tip: Aimgrind recommends routine calibration of measurement equipment and frequent inspection during production. This practice reduces scrap and supports consistent quality.
Precision grinding of stainless steel medical devices relies on advanced tools, strict process control, and careful inspection. Aimgrind’s diamond grinding wheels help manufacturers achieve the surface finish and tolerances required for safe, reliable medical devices.
Burr Minimization and Post-Processing
Causes of Burrs
Burrs form during the grinding process when excess material remains at the edges of stainless steel components. These unwanted projections can compromise the function and safety of medical devices, such as bone drills and cannulated drills. Burrs often result from improper tool selection, excessive feed rates, or inadequate coolant delivery. Stainless steel’s toughness increases the likelihood of burr formation, especially in intricate features and intersecting edges.
Aimgrind’s diamond grinding wheels help minimize burrs by maintaining sharpness and providing balanced cutting action. The wheels resist deformation and reduce heat generation, which lowers the risk of edge adhesion and burr creation. Proper wheel selection ensures consistent material removal and smooth transitions at critical points.
Note: Coolant usage plays a vital role in burr prevention. It reduces heat, improves chip evacuation, and stabilizes both the tool and workpiece.
Burr Reduction Strategies
Manufacturers use several strategies to reduce burrs and improve post-processing outcomes:
- Deburring removes small burrs that can damage threaded parts or complicate cleaning in hygienic applications.
- Edge conditioning enhances performance and safety, especially for internal passages and intersecting features.
- Tool selection is critical. Tools must maintain sharpness and resist deformation to ensure effective cutting.
- Coolant delivery prevents excessive heat and improves chip evacuation.
Post-processing techniques further refine medical device components. The table below summarizes common methods:
| Technique | Description | Applications |
|---|---|---|
| Electrochemical Machining (ECM) | Deburrs and shapes edges in tough materials | CoCr knee implants, surgical tools |
| Thermal Deburring (TEM) | Removes burrs and improves surface finish quickly | General medical devices |
| Abrasive Flow Machining (AFM) | Polishes and deburrs surfaces, FDA-approved devices | Implantable medical devices |
Additional methods include tumbling, vibratory tumbling with ceramic cones and plastic pellets, centrifugal barrel tumbling using steel pins, and magnetic abrasive finishing for complex geometries.
Aimgrind recommends routine inspection and post-processing to ensure burr-free surfaces. These practices support compliance and enhance the reliability of medical device components.
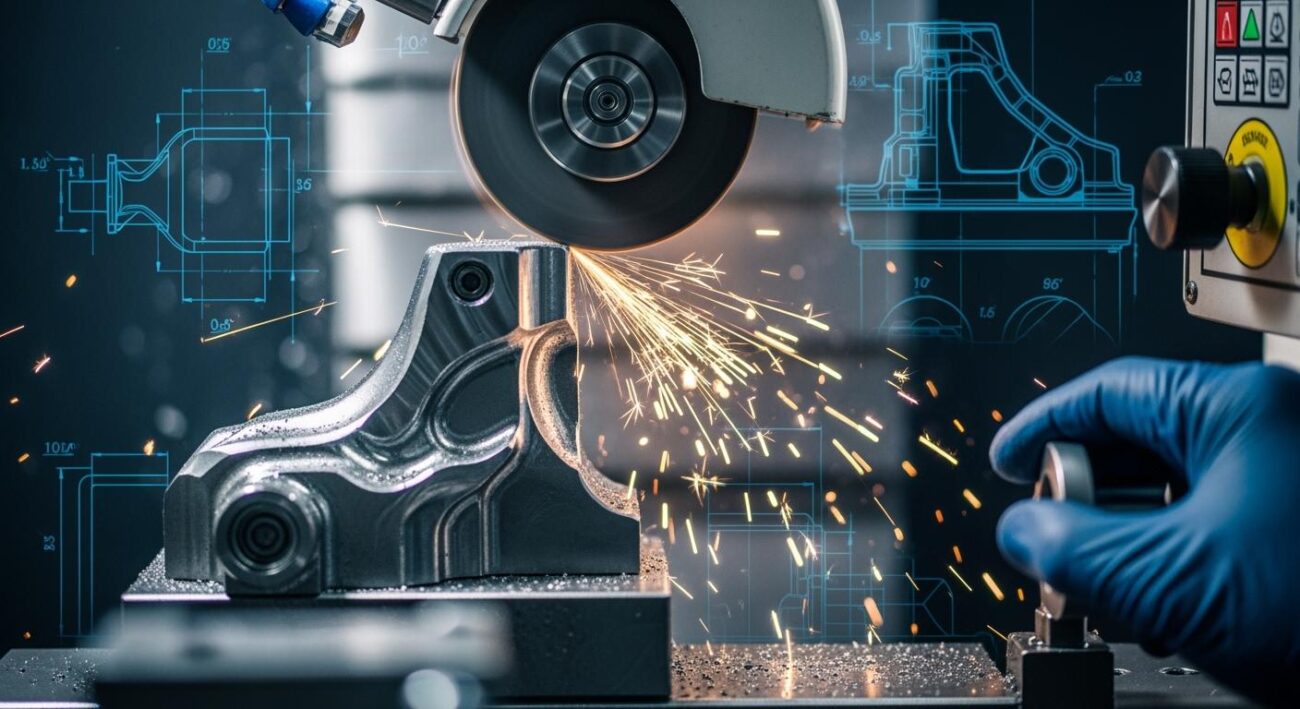
Grinding Wheel Selection for Stainless Steel
Choosing Diamond Grinding Wheels
Selecting the right grinding wheel is essential for manufacturing medical device components such as cranial cutters, bone reamers, and surgical cutting instruments. Aimgrind’s diamond grinding wheels offer high durability and precision for stainless steel. These wheels use advanced abrasive grains that maintain sharpness and shape during long production runs. Manufacturers can choose from plated wheels, vitrified CBN wheels, and hybrid bond wheels. Each type matches the unique properties of stainless steel, including its ductility and hardness.
Operators should follow these steps when selecting a grinding wheel:
- Choose the correct abrasive type. Diamond works best for non-metallics, while CBN suits steels and ferrous alloys.
- Specify the right grit size, abrasive concentration, and bond hardness for the desired finish.
- Match the wheel’s shape and size to the grinding machine and task for high-precision results.
Recent advancements include CVD diamond tools. These tools provide exceptional hardness, grain density, and thermal conductivity. They help achieve better surface finishes and longer tool life in stainless steel grinding. Superabrasive diamond and CBN wheels also improve productivity and reduce downtime.
Tip: Enhanced surface finishes from diamond tooling support the strict requirements of medical device manufacturing.
Machine Setup and Calibration
Proper machine setup ensures consistent results in cnc tool grinding for medical device stainless steel. Accurate calibration of the grinding machine is crucial. Operators should use wheels designed for stainless steel and follow precise setup procedures. The geometric accuracy of the CNC machine affects setup speed and changeovers. Using a camera to define the grinding wheel profile helps with accurate calibration. Presetting the wheel on the intended arbor ensures precise measurements.
Regular wheel dressing keeps the grinding wheel in top condition. The table below shows how often to dress wheels for different applications:
| Application Type | Dressing Frequency |
|---|---|
| Large-volume workpieces | Several times per shift |
| Abrasive workpieces | Several times per shift |
| Light-sizing applications | Less frequent dressing |
Routine dressing maintains wheel performance and supports high-quality outcomes for stainless steel medical device components.
Heat Management and Material Integrity
Effects of Heat on Stainless Steel
Heat plays a major role in the grinding of medical device stainless steel. Excessive temperatures can change the microstructure and reduce the quality of the finished part. Stainless steel, especially grade 304, faces several risks when exposed to high heat during grinding:
- Formation of chromium carbides along grain boundaries, which lowers corrosion resistance.
- Changes in the stability of the austenitic phase, affecting resistance to corrosion and oxidation.
- Development of undesirable grain boundaries, making the material more likely to corrode.
These changes can compromise the safety and performance of medical devices. Work hardening also becomes a concern. When stainless steel heats up too much, it becomes harder and more difficult to grind. This can lead to rapid tool wear and poor surface finish.
Cooling and Lubrication Techniques
Proper cooling and lubrication prevent thermal damage during precision grinding. Operators use water-based coolants and slower feed rates to keep temperatures low. Water-based coolants remove heat quickly and help maintain the integrity of the stainless steel. Slower feed rates reduce friction and prevent the workpiece from overheating.
Aimgrind’s diamond grinding wheels support heat management by generating less friction and maintaining sharp cutting edges. These wheels help keep grinding temperatures within safe limits, protecting the microstructure of the stainless steel.
Grinding generates a lot of heat—about 80% of the energy used in cutting turns into heat. Without cooling, tool temperatures can exceed 800°C, causing rapid wear. Cooling systems remove heat, lubricate the grinding area, and evacuate chips.
| Cooling Method | Advantages |
|---|---|
| Flood Cooling | Consistent temperature control, excellent chip evacuation, good surface finish quality. |
| Mist Cooling | Reduces coolant consumption, ideal for high-speed operations, environmentally friendly. |
| Cryogenic Cooling | Extends tool life, ideal for difficult-to-machine materials, leaves no residue. |
| Through-Tool Cooling | Improves tool life, enables higher cutting speeds, ensures coolant reaches critical areas. |
Tip: Aimgrind recommends regular monitoring of coolant flow and wheel condition. This practice helps maintain material integrity and extends tool life.
Process Reliability and Efficiency
Process Control
Reliable grinding processes help medical device manufacturers produce consistent, high-quality stainless steel parts. Operators use several methods to control the process and maintain material integrity. Precision CNC machining and grinding work together to maximize strengths. Technicians select the right grinding wheels, machining tools, and process parameters for each job. Quality control practices ensure repeatability and compliance with industry standards.
Operators check dimensions, surface roughness, and geometry to detect deviations early. These inspections prevent defects and keep production on track. The following list shows key process control methods:
- Integration of CNC machining and grinding for optimal results.
- Careful selection of grinding wheels and process parameters.
- Robust quality control practices for repeatability.
- Dimensional inspections and surface roughness measurements.
- Geometric verification for early detection of issues.
Monitoring grinding parameters reduces scrap rates and improves efficiency. The table below highlights techniques and their benefits:
| Technique | Benefits |
|---|---|
| In-Process Monitoring | Early detection of issues |
| Reduced scrap rates | |
| Consistent quality output | |
| Statistical Process Control | Data-driven decision making |
| Trend analysis | |
| Continuous improvement |
Tip: Operators who monitor grinding parameters closely can catch problems before they affect quality. This practice lowers scrap rates and supports reliable production.
Cost-Effectiveness
Efficient grinding processes save time and resources. Manufacturers who reduce scrap and optimize tool life achieve better cost control. Aimgrind’s comprehensive service process helps medical device manufacturers optimize grinding solutions. The team diagnoses problems, matches parameters, and optimizes samples. This approach ensures grinding wheels fit the equipment and process requirements.
Aimgrind tackles challenges such as vibration control, burn prevention, and tool lifespan extension. Custom selection and formula design improve productivity and reduce downtime. Manufacturers benefit from tailored solutions that support both reliability and cost-effectiveness.
Note: Aimgrind’s systematic approach helps medical device manufacturers achieve consistent results and maximize value from their grinding operations.
Precision grinding of medical device stainless steel demands tight tolerances, superior surface finishes, and advanced technology. The table below highlights critical benchmarks:
| Feature | Typical Value |
|---|---|
| Dimensional tolerance | ±0.001–0.005 mm |
| Roundness | <1 μm |
| Flatness | <2 μm |
| Surface finish | 0.025–0.8 μm Ra |
Aimgrind’s diamond grinding wheels and expertise help manufacturers achieve these standards. For process improvement, teams should:
- Use high-precision CNC grinding.
- Monitor quality parameters.
- Invest in advanced machinery.
- Explore Aimgrind’s solutions at aimgrind.com.
FAQ
What makes diamond grinding wheels suitable for medical device stainless steel?
Diamond grinding wheels provide high hardness and wear resistance. They deliver precise finishes and maintain sharpness during long production runs. These features help manufacturers achieve tight tolerances and smooth surfaces on stainless steel medical devices.
How often should operators dress grinding wheels?
Operators should dress grinding wheels several times per shift for large-volume or abrasive workpieces. For light-sizing applications, less frequent dressing works. Regular dressing keeps the wheel sharp and ensures consistent results.
Why is coolant important during precision grinding?
Coolant reduces heat and friction during grinding. It prevents work hardening and protects the stainless steel’s microstructure. Proper coolant use also extends tool life and improves surface finish.
How does Aimgrind support process optimization?
Aimgrind offers a comprehensive service process. The team diagnoses problems, matches grinding parameters, and optimizes samples. This approach ensures that each grinding wheel fits the customer’s equipment and process needs.