You need to keep your grinding wheel dressing routine precise in roll grinding to get the best results. Aimgrind’s diamond grinding wheels help you achieve smooth surfaces and reliable performance every time. When you follow proven steps and use troubleshooting tips, you can see:
- Enhanced efficiency in grinding operations.
- Reduction in operational costs.
- Extension of equipment lifespan.
Maintaining detailed records of maintenance activities is essential for effective HPGR management. This practice enables you to track wear patterns and predict future maintenance needs, ensuring compliance with industry standards.
Key Takeaways
- Choose the right grinding wheel type based on the material for optimal results.
- Adjust grit size according to the desired surface finish; coarse grits remove material quickly, while fine grits provide a smooth finish.
- Regularly balance and align your grinding wheel to reduce vibration and improve accuracy.
- Select appropriate coolants and lubricants to enhance grinding efficiency and protect the environment.
- Maintain detailed records of grinding parameters to track performance and ensure quality control.
Grinding Wheel Selection for Roll Grinding
Matching Wheel Type to Material
You need to match the grinding wheel type to the material of your roll for the best results. Each wheel type works best with certain materials and tasks. For example, vitrified bond wheels are great for general grinding. Rubber bond wheels handle softer materials well. Resinoid bond wheels suit large industrial rolls. The table below shows common grinding wheel types and their uses:
| Grinding Wheel Type | Application in Roll Grinding |
|---|---|
| Vitrified Bond | General purpose grinding |
| Rubber Bond | Used for softer materials |
| Resinoid Bond | Suitable for large industrial rolls |
When you select a wheel, think about the hardness of your roll. You should also check how tough the grinding process will be. Choose a bond type that matches your operational needs.
Grit Size and Bond Choice
Grit size and bond choice affect the finish and efficiency of your grinding applications. Coarse grits, like 32 to 36, work well for regrinding rubber covers. Finer grits, such as 180 to 320, are better for finishing rolls. The table below gives you a quick guide:
| Application | Recommended Grit Size |
|---|---|
| Regrinding existing rubber covers | 32 – 36 grit wheels |
| Regrinding existing rubber covers | 80 – 180 grit belts |
| Finishing on rolls | 180 to 320 grit sandpaper |
You should pick a grit size based on the surface finish you want. Coarse grits remove material fast. Fine grits give you a smooth finish.
Aimgrind Diamond Grinding Wheels Overview
Aimgrind’s diamond grinding wheels give you high performance in roll grinding applications. These wheels use a strong diamond abrasive layer. This design helps you cut hard alloys, ceramics, and composites with ease. You get fast material removal and a long wheel life. Aimgrind offers wheels in resin, metal, and vitrified bonds. You can use them for both wet and dry grinding. The wheels keep their shape and sharpness, so you get a consistent finish every time. If you need a custom size or special formula, Aimgrind can design a wheel just for your process. With Aimgrind, you improve productivity and reduce downtime in your grinding operations.
Balancing and Setup Procedures
Wheel Balancing Steps
You need to balance your grinding wheel before you start any work. A balanced wheel helps you avoid vibration and get a smooth finish. Follow these steps for proper balancing:
- Inspect the wheel visually and listen for cracks or damage.
- Clean all parts, including the wheel and flanges.
- Check the condition and size of the flanges.
- Place blotting paper or rubber gaskets between the wheel and flanges.
- Slide the wheel onto the arbor carefully.
- Secure the wheel with a nut or retaining bolt.
Balancing makes sure the wheel spins evenly. This reduces vibration and helps you get better results in roll grinding. You can use static or dynamic balancing methods. Both help you keep mass even around the center of rotation.
Proper Mounting and Alignment
Mounting the wheel correctly is important for safety and accuracy. You should always use the right tools and follow the machine’s instructions. Make sure the wheel sits flat against the flange. Tighten the nut just enough to hold the wheel in place. Do not over-tighten, as this can damage the wheel. Check that the wheel lines up with the spindle. Good alignment keeps the grinding process smooth and prevents uneven wear.
Tip: Always wear safety glasses and gloves when mounting or adjusting the wheel.
Roll Grinding Machine Setup
Setting up your roll grinding machine the right way improves accuracy and efficiency. Pay attention to these key points:
- Choose the correct grinding wheel for your material.
- Adjust the work rest blade to support the roll.
- Set the right wheel speed for your application.
- Position the work at the correct height.
- Manage coolant flow to keep the wheel and roll cool.
- Pick the best grinding method for your job.
- Align the machine to avoid errors.
When you follow these steps, you get better surface finishes and longer machine life. Careful setup helps you avoid mistakes and keeps your grinding process running smoothly.
Lubrication and Roll Fitting
Coolant and Lubrication Selection
You need to choose the right coolant and lubricant for your roll grinding process. Traditional coolants, such as mineral oils and semisynthetic fluids, give good lubrication. However, these fluids can harm the environment and your health. Emulsions offer a more sustainable choice, but they may cost more and use more energy. Biodegradable and vegetable oils are safer for the environment, but they do not always keep their cooling power during long grinding sessions.
Recent advances in lubrication have brought new options. Low-viscosity and nano-lubricants, like graphene oxide water-based fluids, can lower friction and improve heat transfer. These modern lubricants help prevent damage to your workpiece and boost grinding efficiency. Solid lubricants, such as graphite and molybdenum disulfide, also improve grinding by reducing friction and heat at the contact point. You should always balance cooling needs with safety and environmental impact when you select a lubricant.
Tip: Always monitor coolant flow and temperature during grinding to avoid overheating and ensure a smooth finish.
Ensuring Proper Roll Support
Proper roll support is key to successful grinding. You should check that your rolls are clean and free from scale before starting. Good support helps you keep tight tolerances and maintain the shape of your rolls. This leads to better product quality and less waste.
- Lower energy use: Well-supported rolls help your machine run smoothly and use less power.
- Ensure tight tolerances: Precision support keeps your rolls in the right shape for accurate grinding.
- Control temperature: Clean rolls stay cooler, which prevents overheating and keeps your results consistent.
- Achieve greater yield: Uniform rolls give you steady output and higher yields in your process.
You should inspect roll supports often and adjust them as needed. This practice helps you get the best results from your grinding operations.
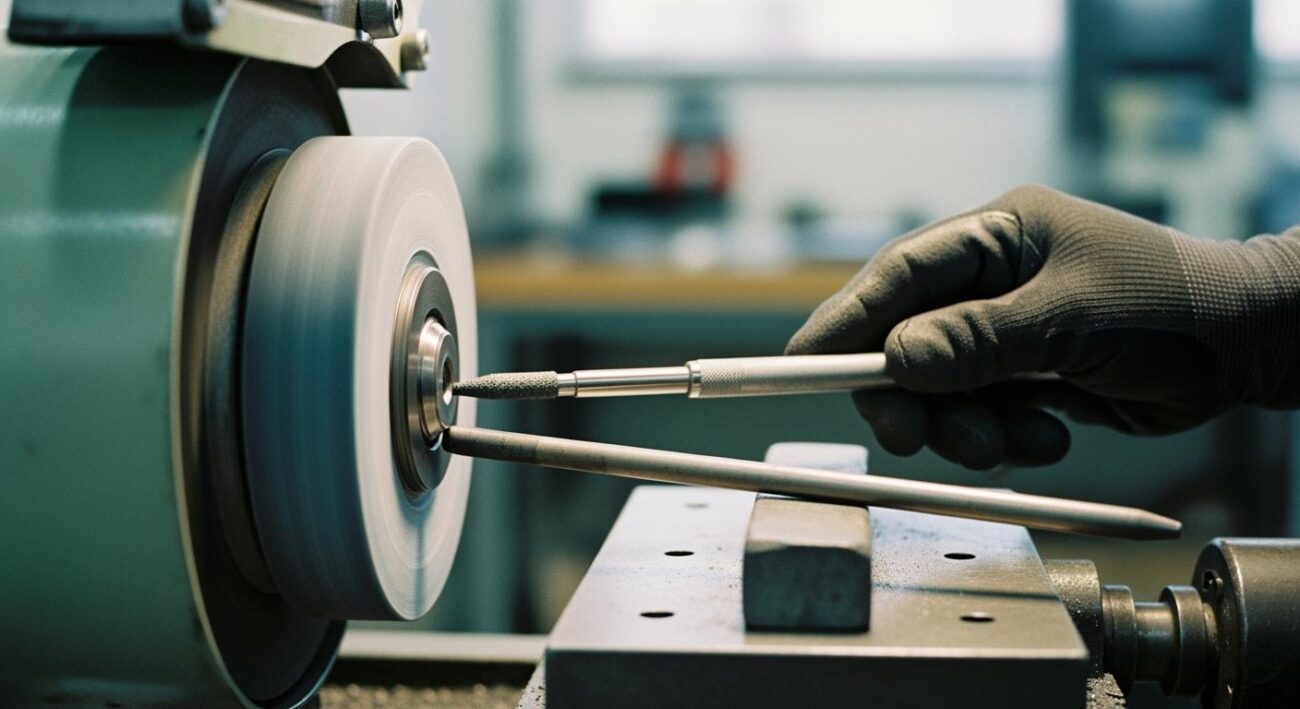
Grinding Wheel Dressing Techniques
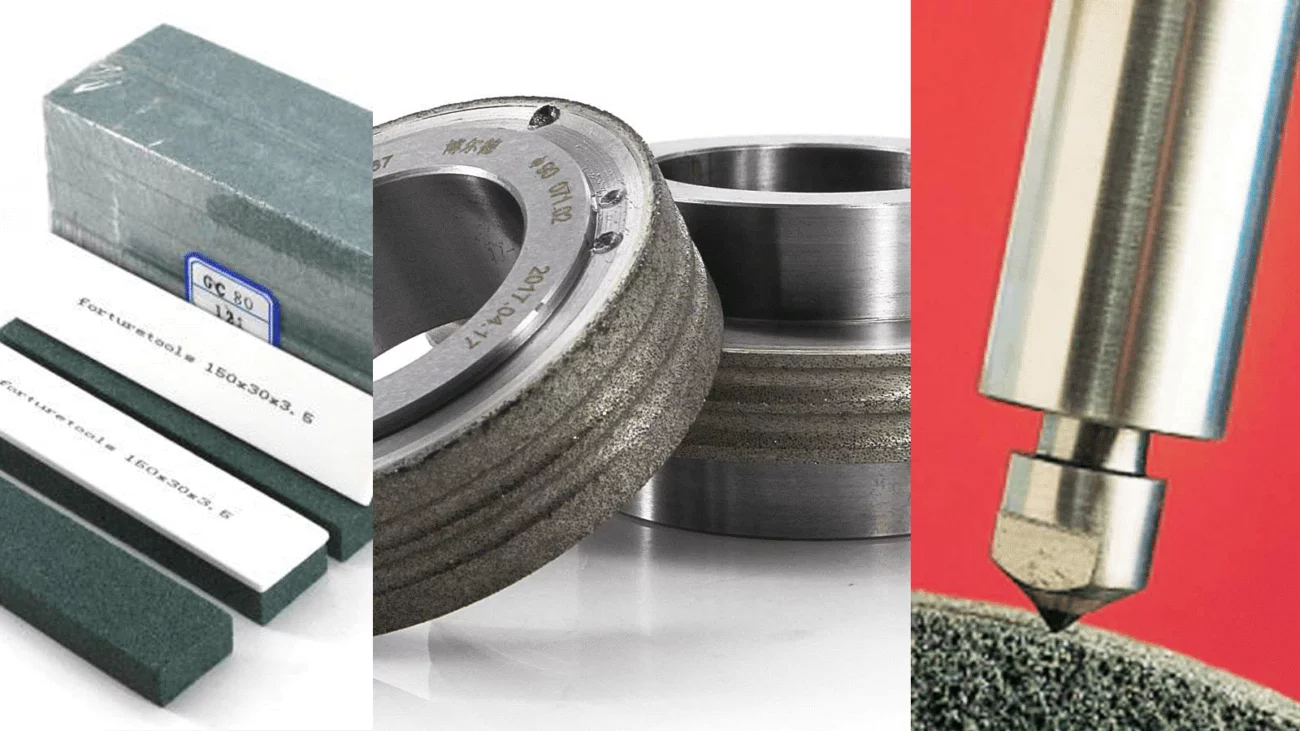
Dressing Tools and Equipment
You need the right dressing tools to keep your grinding wheel in top shape. Each tool has a special purpose and works best for certain jobs. The table below shows common dressing tools and their best uses in grinding wheel dressing:
| Dresser Type | Characteristics | Best Use |
|---|---|---|
| Single-Point Diamond | Most controlled forming | Grinding profile precision |
| Rotary Dressing Diamond | High uniformity and speed | Repetitive jobs |
| Star Dressers | Economic choice | Rough truing |
| Dressing Sticks | Easy to use | In-process dressing |
You can see that single-point diamond dressers give you the most control for shaping. Rotary dressing diamond tools work well for high-volume or repetitive jobs. Star dressers are a good choice when you need to true a wheel quickly. Dressing sticks are simple and handy for quick touch-ups during grinding.
When you use the right dressing tools, you get many benefits:
- You spend less time on maintenance.
- Your grinding wheels last longer.
- Your machines run smoother and need fewer repairs.
- You avoid costly downtime.
- You boost productivity and safety.
Aimgrind offers advanced diamond rotary dressers. These tools help you shape complex profiles with high accuracy. You can trust Aimgrind solutions for both simple and advanced roll grinding needs.
Roughing vs. Finishing Parameters
You must adjust your dressing parameters based on the stage of grinding. Roughing and finishing need different settings. The table below explains how key parameters affect your results:
| Parameter | Effect on Surface Quality |
|---|---|
| Infeed Rate | Higher rates increase power use and grain breakage, which can lower surface quality. |
| Speed Ratio | Changes the wheel surface pattern, but infeed rate matters more for finish. |
Dressing a grinding wheel restores its cutting power and keeps your results precise. You remove impurities and open up new sharp grains. This process reduces errors in the surface finish and helps your grinding wheel last longer.
For roughing, use a higher infeed rate and faster passes. This removes material quickly but can leave a rougher surface. For finishing, slow down the infeed and use lighter passes. This gives you a smoother roll surface and better accuracy.
Manual and Automatic Dressing Methods
You can choose between manual and automatic dressing methods. Each method has its own strengths and best uses.
| Method | Advantages | Disadvantages |
|---|---|---|
| Manual | Affordable for small shops, easy to learn, good for small jobs | Needs skill and practice, takes more time, results can vary |
| Automatic | Fast, consistent, less human error, very accurate | Costs more at first, not always best for low-volume work |
Manual dressing tools work well if you have a small workshop or need to dress wheels only sometimes. You can use single-point diamond dressers or star dressers by hand. Automatic dressing systems use rotary diamond dressers and computer controls. These systems give you the same results every time and save you time on big jobs.
Aimgrind’s diamond rotary dressers fit both manual and automatic systems. You can use them for simple shapes or complex roll profiles. They help you get the best performance from your grinding wheels.
Safety Precautions in Dressing
You must follow safety rules when you use dressing tools. Regular grinding wheel dressing keeps your wheel sharp, especially when you work with soft or sticky materials. Dressing removes loaded material and dull grains, so your wheel stays safe and effective.
Here are important safety steps:
- Keep work rests close to the wheel—no more than 1/8 inch away.
- Make sure the gap between the wheel and the adjustable tongue is never more than 1/4 inch.
You should always get proper training before you use grinding machines and dressing tools. Learn how to mount, dress, and operate wheels safely. Adjust work rests and guards as the wheel wears down. Secure loose clothing and tie back long hair to prevent accidents.
Tip: Always wear safety glasses and gloves when you use dressing tools. Stay alert and keep your workspace clean.
By following these steps, you protect yourself and keep your grinding process safe and efficient.
Tuning for Roll Grinding Performance
Adjusting Speed and Feed
You can improve your grinding results by adjusting speed and feed rates. These two factors control how much material you remove and how smooth the surface becomes. When you set the right speed and feed, you use less energy and get better results. The table below shows common values for roughing and finishing:
| Process | Average Wheel Speed (sfpm) | Average Roll Speed (sfpm) |
|---|---|---|
| Roughing | 4,000 to 4,500 | 100 to 150 |
| Finishing | 4,000 to 4,500 | 120 |
You should use higher feed rates for roughing. This removes material quickly but may use more power. For finishing, lower the feed rate to get a smoother surface. Studies show that feed rate has the biggest effect on energy use, making up about 40% of the total. If you increase roll speed, you need more power, but you can finish the job faster. Adjusting the roll gap also changes energy use. A larger gap means less power is needed. You can save energy and improve your process by tuning these settings.
Achieving Straightness and Crown Accuracy
You must keep your rolls straight and accurate to meet tight tolerances. Many methods help you check and adjust straightness and crown. Some use mechanical probes to measure the roll surface. Others use lasers or cameras for fast, non-contact checks. The table below lists common methods:
| Method Type | Description |
|---|---|
| Mechanical Profilometry | Uses probes for static measurements. |
| Tension-Based Methods | Checks camber by watching tension changes across the roll. |
| Laser-Based Systems | Measures roll shape quickly and accurately without touching the roll. |
| Vision-Based Systems | Uses cameras and software to spot and measure camber patterns. |
| Automatic Mill Adjustment | Changes roll positions in real time based on measurements. |
| Roller Leveling | Bends rolls to remove camber. |
| Tension Leveling | Applies tension to remove camber and stress. |
| Stretch Leveling | Stretches rolls to fix camber and shape problems. |
You can use these methods to keep your rolls within the required tolerances. Laser and vision systems give you fast and accurate results. Automatic adjustments help you correct errors right away. This keeps your product quality high and reduces waste.
Consistent Surface Finish
You want a smooth and even surface on every roll. Several factors help you get a consistent finish. A rigid machine setup stops vibrations and keeps the grinding wheel in steady contact with the roll. The type of material also matters. Ductile materials respond well to climb milling, while brittle materials need special care to avoid rough spots. You should always use sharp, high-quality tools. These tools cut cleanly and leave a better surface. Keeping your machine in good shape and reducing backlash also helps you meet tight tolerances.
Here are some proven techniques for a consistent finish:
- Keep your machine rigid and well-maintained.
- Use sharp, high-quality grinding wheels.
- Adjust speed and feed for each material.
- Reduce backlash with regular checks.
- Try sequential grinding and honing for the best surface.
Research shows that finishing steps like honing after grinding can lower surface roughness and extend the life of your rolls. You can improve both performance and durability by following these steps.
Tip: Always check your surface finish with the right tools. This helps you catch problems early and keep your process under control.
Maintenance and Troubleshooting
Routine Inspection Tips
You need to follow a regular inspection routine to keep your grinding wheels safe and effective. Proper training helps you understand safe handling and maintenance steps. Before you use a wheel, check for cracks or chips. This prevents accidents and wheel failure. Always choose a wheel that matches the material and grit size for your job. Handle your wheels with care and store them in a dry place. Well-dressed wheels keep their shape and cutting ability. Apply steady force during grinding to avoid uneven surfaces. Make sure your wheel runs at the correct speed to stop overheating and keep cutting power strong.
Tip: A thorough inspection before each use can prevent costly downtime and improve safety.
Common Issues and Solutions
You may face some common problems during roll grinding. Chatter often happens when the wheel is too hard or out of balance. Try using a softer wheel and check for outside vibrations. Feed lines can appear if the wheel does not cut freely or if the machine is not aligned. Use a freer cutting wheel and check the alignment of the head and footstock. Scratches on the roll may come from a dirty wheel or coolant. Clean the wheel with a wire brush and keep the coolant tank clean. Diamond marks show up if the diamond dresser moves too far or the wheel is too hard. Reduce the diamond’s traverse and try a softer wheel. Patterns in the roll can mean problems with the drive or spindle bearings. Check these parts for smooth action.
Preventing Glazing and Loading
You can stop glazing and loading by making a few smart changes. Use a coarser grain size or a more open bond to help chips escape. Dress the wheel more often and use a sharper dresser to keep the wheel sharp. Cleaner and thinner coolants work better for cooling and cleaning. Always clean your workpiece before grinding to remove dirt and oil. Adjust coolant flow and concentration for the best results. Regular dressing and sharpening keep your grinding wheel efficient and ready for every job.
Note: Good maintenance habits help you avoid most grinding problems and keep your process running smoothly.
Quality Control in Roll Grinding
Measuring Surface Finish
You need to check the surface finish of your rolls to make sure your grinding process works well. Surface roughness testers help you measure how smooth the roll is. These testers give you numbers that show if the finish meets your standards. You can use in-process gauging systems to get real-time feedback. These systems tell you right away if the roll size or finish changes. You can then adjust your grinding settings before problems get worse.
- Surface roughness testers check the roll’s finish during grinding.
- In-process gauging systems give you instant updates on roll size and finish.
Tip: Regular checks help you catch mistakes early and keep your rolls consistent.
Recording Parameters and Results
You should always record your grinding parameters and results. This helps you track changes and improve your process. Good records also make it easy to find and fix problems. Use a logbook or computer system to write down important details. Make sure you include the date, operator name, wheel type, speed, feed rate, and surface finish readings.
Here are some best practices for recording and quality control:
| Principle | Best Practice Description |
|---|---|
| Consistency | Follow the same steps each time. Use the same materials and keep timing steady. |
| Reproducibility | Write down every detail. Train operators well. Use calibrated tools and reference samples. |
| Traceability | Give each roll a unique number. Keep all records linked to that number. |
| Validation | Check your methods with reference samples. Compare results with other labs if possible. |
You can use these steps to make sure your roll grinding results stay reliable. Good records support better quality and help you meet customer needs.
You can achieve top results in roll grinding by following these best practices:
- Adjust dressing parameters for roughing and finishing.
- Monitor surface finish to guide dressing.
- Use the right dressing tool for your job.
- Keep a steady power curve during grinding.
- Choose rotary dressers for better tool life.
Aimgrind’s diamond grinding wheels help you reach high performance and long service life. For better results and less downtime, try these strategies:
| Recommendation | Description |
|---|---|
| Predictive Maintenance | Monitor conditions to prevent unplanned stops. |
| Automated Monitoring | Use systems to optimize grinding and spot problems early. |
| Quick-Change Designs | Pick tools that are easy to replace for faster maintenance. |
Stay curious and keep learning. New AI tools and machine learning can help you improve your grinding process and reduce mistakes.
FAQ
What is the main purpose of dressing a grinding wheel?
You dress a grinding wheel to keep it sharp and clean. Dressing removes dull grains and debris. This helps you get a smooth finish and keeps your grinding process safe.
How often should you dress your grinding wheel?
You should dress your grinding wheel whenever you notice a drop in performance or surface quality. For best results, check the wheel before each job.
Can you use Aimgrind diamond grinding wheels for both wet and dry grinding?
Yes, you can use Aimgrind diamond grinding wheels for both wet and dry grinding. These wheels work well with many materials and grinding methods.
What safety gear do you need during dressing?
Always wear safety glasses, gloves, and hearing protection. Secure loose clothing and tie back long hair. Stay alert and keep your workspace clean.
How do you choose the right dressing tool?
You choose the right dressing tool based on your grinding wheel type and the finish you want. Single-point diamond dressers work for precision. Rotary dressers suit high-volume jobs.
Contact Us
For More Grinding Solution or Customized Abrasive Tools