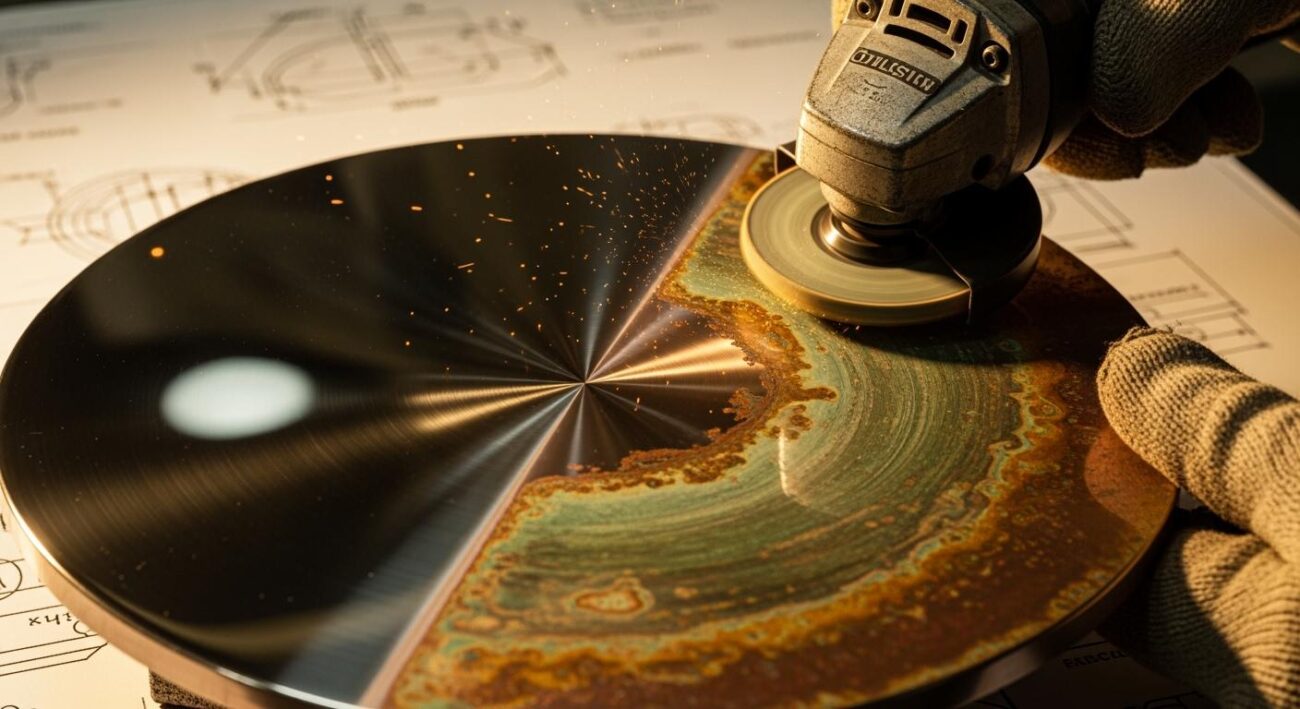
How to Avoid Surface Oxidation and Color Discrepancy in Mirror Grinding of Copper and Its Alloys
Prevent surface oxidation and color discrepancy in copper mirror grinding with proper cleaning, alloy selection, and protective treatments for lasting results.








