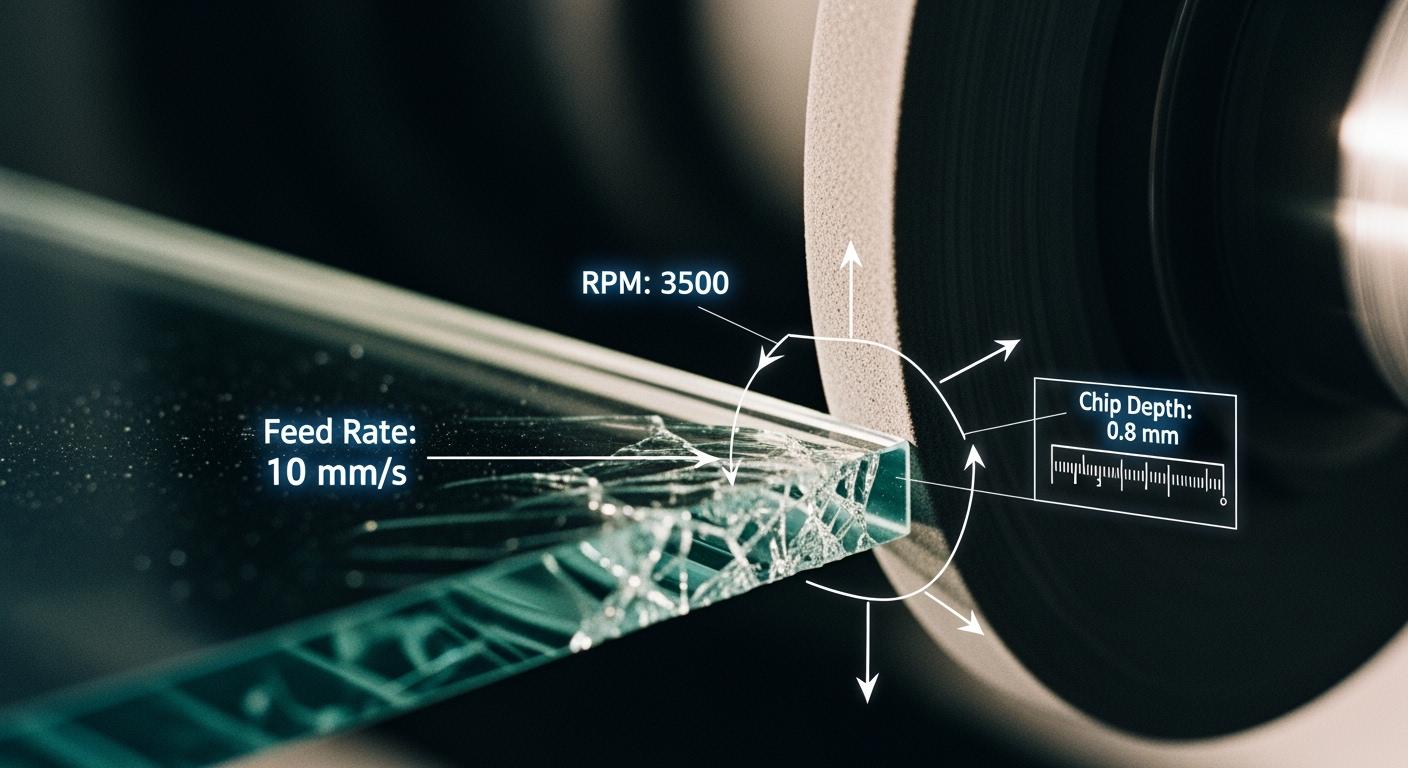
You can see how process parameters and the right grinding wheel shape the outcome of glass edge chipping. Small changes in grinding speed or feed rate can make a big difference in quality. For example, a higher feed rate often leads to larger exit-chipping, while faster grinding speed helps keep chipping smaller. In industrial glass edge grinding, almost 90% of cracks start at the edge. If you want to check edge grinding quality, Aimgrind can help you with custom grinding solutions that boost quality and reduce chipping.
Key Takeaways
- Adjust grinding speed and feed rate to control glass edge chipping. Faster speeds reduce chip size, while slower feed rates provide better control.
- Use the right grinding wheel material and grit size. Diamond wheels offer better cutting efficiency and smoother edges, reducing chipping.
- Maintain proper pressure and coolant flow during grinding. Too much pressure can cause damage, while coolant helps cool and lubricate the process.
- Regularly inspect and replace grinding tools. Dull tools can lead to poor quality and increased chipping, so keep them sharp for best results.
- Implement systematic grinding techniques. Follow a sequence of rough to fine grinding to achieve high-quality edges and minimize defects.
What Is Glass Edge Chipping?
Glass edge chipping happens when small pieces break away from the edge of a glass article during grinding. You can see these chips as tiny missing fragments or shallow flakes along the edge. In glass edge grinding, these defects often appear when the grinding wheel applies force near the side wall of the glass. The size and shape of each chip depend on how much pressure you use and the angle of contact. Edge chipping defects can change the look and strength of the glass, so understanding how they form is important for anyone working with glass.
Causes of Glass Edge Chipping
You may notice several reasons why chipping occurs during grinding:
- Improper tool selection, such as using the wrong abrasive grit size for the glass material.
- Excessive feed rate or pressure, which can create microfractures that lead to chips.
- Vibration from unstable machinery or workpieces, which can damage the edge.
- Inadequate coolant flow, which increases friction and causes thermal damage.
- Dull tooling, which requires more force and raises the risk of chipping.
Process parameters also play a big role. For example, if you use a polishing slurry with high particle loading, you might see more abrasion and edge chipping. If you switch too quickly between coarse and fine abrasives, the glass surface can become brittle and chip more easily. Even changes in slurry composition can affect the final edge quality.
Impact on Glass Quality
Edge chipping defects do more than just change the appearance of glass. They can weaken the structure and lower the optical quality. When you see chips at the edge, the glass may not handle bending or stress as well. Microscopic defects can make the glass more likely to break, especially in structural or high-performance uses. Careful control of grinding and process parameters helps you keep the edges strong and the surface smooth. This focus on quality is key in glass edge grinding for products that must meet strict standards.
Process Parameters and Glass Edge Chipping
Grinding Speed and Feed Rate
You control the outcome of glass edge grinding by adjusting the grinding speed and feed rate. When you increase the edge grinding speed, you can often reduce the size of chips at the glass edge. A faster speed helps the grinding wheel cut more smoothly, which lowers the risk of large cracks. If you slow down too much, the grinding process may cause more friction and heat, which can lead to bigger chips.
Feed rate also matters. If you push the glass too quickly into the grinding wheel, you create more force at the edge. This extra force can cause the glass to chip or break. A slower feed rate gives you more control and helps you avoid sudden cracks. You should match the grinding speed and feed rate to the thickness of the glass. Thinner glass usually works better at higher speeds, while thicker glass needs a slower pace to keep the edge strong.
You can see these effects in many factories. For example, when workers adjusted the position of the grinding wheel and changed the speed, they saw fewer chips and a smoother edge. In another case, using diamond grinding wheels at the right speed improved the surface quality and reduced chipping.
Pressure and Coolant Use
You must pay close attention to edge grinding pressure. If you use too much pressure during the grinding process, you put stress on the glass surface. This stress causes subsurface damage, which leads to glass edge chipping. High pressure can make the glass break or chip more easily. You should always control the pressure to protect the edge and keep the grinding process safe.
Coolant is another key part of glass edge grinding. When you use coolant, you cool down the glass and the grinding wheel. This cooling action removes heat from the grinding process, which stops thermal cracks from forming. Coolant also acts as a lubricant. It helps the grinding wheel move smoothly and lowers friction. Less friction means less mechanical stress, so you see fewer chips and a better edge.
You can follow these steps to get the best results:
- Use enough coolant to keep the grinding area cool.
- Check the pressure often and adjust it to avoid damage.
- Watch for signs of overheating, like smoke or a burning smell.
Practical Tips for Reducing Chipping
You can use several practical tips to reduce chipping during glass edge grinding. Many experts and factories have found success by changing their grinding process and machine setup. Here are some examples and guidelines:
| Guideline | Description |
|---|---|
| Adjust grinding parameters | Thinner glass may be better suited to faster speeds, while thicker glass is generally better suited to slower speeds. Too much pressure can cause chipping or cracking, while too little can result in poor surface quality. |
| Ensure stability of the glass | Use a clamp or fixture to hold the glass securely in place to prevent movement, ensuring a precise grind. |
| Follow a systematic grinding order | A typical sequence includes rough sanding, medium grind, fine grinding, and polishing to achieve high-quality edges. |
| Replace edge grinding tools regularly | Regularly inspect and replace tools to maintain quality, as dull tools can lead to reduced edge quality and possible glass damage. |
You can also learn from real-world cases:
- Adjust parameters to prevent chipping caused by fast chamfering actions.
- Re-adjust grinding amounts and machine settings to ensure even edge quality.
- Address asymmetrical grinding to avoid size differences in glass edges.
When you optimize the grinding process, you improve the quality of the glass edge and reduce waste. You can use diamond grinding wheels for better results, as they help you achieve a smooth finish and keep the grinding process efficient. Always check your machine settings, keep your grinding wheel sharp, and use enough coolant. These steps help you control glass edge chipping and produce high-quality glass products.
Grinding Wheel Selection for Glass Edge Grinding
Choosing the right grinding wheel is one of the most important steps in glass edge grinding. The wheel you select will affect the amount of glass edge chipping you see, the finish of the glass, and the overall quality of your work. You need to look at several factors, such as wheel material, grit size, bond type, and how the wheel wears over time. If you use an edge grinding machine or a glass edge grinding machine, your choice of grinding wheel can make a big difference in your results.
Wheel Material and Grit Size
You will find that the material of the grinding wheel matters a lot. Diamond grinding wheels are the top choice for glass edge grinding. Diamond is much harder than glass, so it can cut smoothly and leave a clean edge. When you use a diamond grinding wheel, you get less friction and a better finish.
Grit size is another key factor. Grit size means how big or small the abrasive grains are on the wheel. If you pick a wheel with a larger grit size, you will see bigger chips at the front edge of the glass. This happens because bigger grains hit the glass with more force. However, larger grit sizes can also help remove chips from the backside, which lowers the chance of backside chipping. When you use a smaller grit size, you get a smoother edge, but the grinding process may take longer. You need to balance grit size to get the best results for your edge grinding machine.
Tip: For most glass edge grinding jobs, start with a medium grit size. You can switch to a finer grit for the final pass to get a smooth finish.
Bond Type and Wear
The bond type holds the abrasive grains in place on the grinding wheel. You can choose from resin, metal, or vitrified bonds. Each bond type works best for different grinding tasks. Resin bonds are good for high-speed grinding and give a smooth finish. Metal bonds last longer and work well for heavy-duty grinding. Vitrified bonds offer strong support and keep their shape during long grinding sessions.
Wear is another thing you need to watch. If your grinding wheel wears out too fast, you will see more glass edge chipping and lower quality. A good grinding wheel keeps its shape and sharpness for a long time. This means you spend less time changing wheels and more time getting a perfect edge. When you use a glass edge grinding machine, always check the wheel for signs of wear. Replace the wheel if you see cracks, chips, or if the edge is no longer sharp.
| Bond Type | Best For | Durability | Finish Quality |
|---|---|---|---|
| Resin | High-speed grinding | Medium | Smooth |
| Metal | Heavy-duty grinding | High | Good |
| Vitrified | Long grinding sessions | High | Consistent |
Aimgrind Diamond Grinding Wheels Advantages
When you use Aimgrind diamond grinding wheels, you get many benefits for your glass edge grinding machine. Aimgrind designs each grinding wheel to match your needs. You can choose the grit size, bond type, and wheel shape that fits your process. This means you get the best grinding results every time.
Aimgrind diamond grinding wheels have a strong diamond layer. This gives you high cutting efficiency and a long service life. You will notice less downtime because you do not need to change wheels often. The wheels keep their shape and sharpness, so you get a smooth edge with less glass edge chipping. Aimgrind offers wheels for both wet and dry grinding, so you can use them in many different setups.
You can trust Aimgrind to help you pick the right wheel for your edge grinding machine. The team will look at your process, your glass type, and your machine to find the best match. Aimgrind’s service includes problem diagnosis, parameter matching, and sample optimization. You get a grinding wheel that fits your glass edge grinding machine and helps you reach high quality standards.
Note: Aimgrind’s diamond grinding wheels are used in many industries, from building glass to optical glass. You can rely on their experience to improve your grinding process and reduce glass edge chipping.
If you want to get the best results from your glass edge grinding machine, choose Aimgrind diamond grinding wheels. You will see better quality, less chipping, and more efficient grinding.
Best Practices to Minimize Glass Edge Chipping
Machine Setup and Maintenance
You can reduce glass edge chipping by setting up your grinding machine correctly and keeping it in good condition. Start by choosing advanced grinding wheel materials, such as polycrystalline diamond or cubic boron nitride, for better cutting precision. Regular maintenance helps your machine work smoothly and prevents problems.
- Clean the cutting head, conveyor belt, and water cooling system with a soft brush or compressed air after each use.
- Lubricate moving parts often. Follow the manufacturer’s instructions for how much and how often.
- Install vibration dampening systems to keep the machine steady, especially when working with large or thin glass.
- Calibrate and align your machine to make sure you get accurate grinding and smooth edges.
Modern machines sometimes have automatic repair systems. These systems help keep your equipment in top shape and lower the chance of mistakes.
Aimgrind supports you with a full service process. The team helps you match the right grinding wheel and setup for your needs. You can rely on their advice for maintenance and machine optimization.
Operator Techniques
You play a big role in preventing chipping during glass edge grinding. Use both hands to hold the glass steady and guide it smoothly. Apply steady, moderate pressure. Too much force can cause chips or cracks. Move the glass in the opposite direction of the grinder’s rotation for a more even finish. Always keep enough water in the grinder’s reservoir. Water cools and lubricates the grinding surface, which helps prevent damage.
- Hold the glass securely with both hands.
- Use gentle, steady pressure.
- Move the glass against the grinder’s rotation.
- Check the water supply before and during grinding.
Aimgrind offers training and support to help you learn the best techniques for your process.
Quality Control and Monitoring
You can keep your glass edge grinding process under control by following good quality checks. Inspect the glass edges often to catch problems early. Make sure you only temper clean glass to avoid scratches and other defects. Keep your furnace rollers and work area clean to prevent contamination.
- Polish edges to restore smoothness.
- Fill and seal any small chips or cracks.
- Monitor your grinding techniques. Avoid using dull grinding wheels or grinding too fast.
- Maintain your equipment to prevent thermal stress and wheel contamination.
You can use real-time monitoring technology to adjust grinding parameters as you work. For example, you can change cutting speed, feed rate, or dicing depth based on the glass thickness and region.
| Parameter | Description |
|---|---|
| Cutting Speed | Adjust based on glass thickness and area for best results. |
| Feed Rate | Optimize to lower stress and reduce chipping. |
| Dicing Depth | Tune during grinding to minimize edge damage. |
Aimgrind helps you set up quality control systems and offers ongoing support to keep your process running smoothly. You can trust their experience to help you achieve high quality and reduce glass edge chipping.
You can control glass edge chipping by adjusting process parameters and choosing the right grinding wheel. When you focus on glass edge grinding, you improve both efficiency and quality. Aimgrind diamond grinding wheels help you achieve smooth edges and reduce defects. If you want the best results, follow proven methods and consult Aimgrind for expert support.
For better glass products, trust Aimgrind to guide your grinding process.
FAQ
What causes glass edge chipping during grinding?
You often see edge chipping when you use too much pressure, select the wrong grinding wheel, or skip coolant. Vibration and dull tools also increase the risk. Careful control of these factors helps you prevent chips.
How do grinding speed and feed rate affect chipping?
A higher grinding speed usually gives you a smoother edge with fewer chips. A slower feed rate lets you control the process and avoid cracks. You should match both to your glass thickness for the best results.
Why should you choose diamond grinding wheels for glass?
Diamond grinding wheels cut glass cleanly and last longer than regular wheels. You get less friction, fewer chips, and a better finish. These wheels also work well for both wet and dry grinding.
How does Aimgrind help reduce glass edge chipping?
Aimgrind offers custom grinding wheels and expert advice. You get help with parameter matching, wheel selection, and process optimization. This support helps you achieve smooth edges and fewer defects.
Contact Us
For More Grinding Solution or Customized Abrasive Tools











