Abrasive Wheel Selection and Coolant Strategies for High-Speed Steel Grinding
Achieve flawless HSS grinding with proper abrasive wheel selection. Use a friable aluminum oxide or CBN wheel with a high-pressure synthetic coolant to prevent burn.

Achieve flawless HSS grinding with proper abrasive wheel selection. Use a friable aluminum oxide or CBN wheel with a high-pressure synthetic coolant to prevent burn.

Excessive abrasive wheel feed speeds cause thermal damage, high surface roughness, and microcracks by shifting from cutting to rubbing, compromising part integrity.

Eccentric abrasive wheel mounting causes severe grinding problems like vibration, chatter, and poor surface finish. Fix these issues by inspecting components, using proper mounting techniques, and truing the wheel to eliminate runout.

Incorrect wheel dressing frequency directly affects grinding quality. Dressing too little causes burn marks, while dressing too often wastes wheels and lowers output.
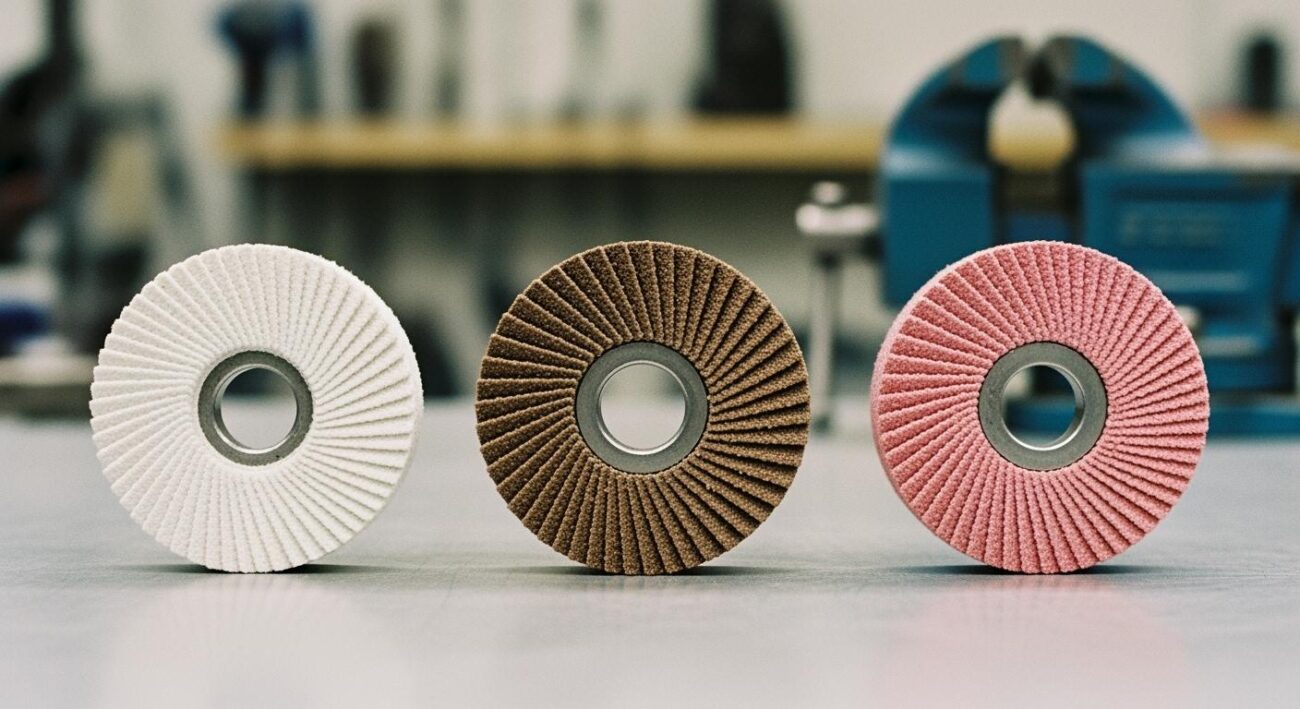
Choosing the correct type of aluminum oxide wheel? Use brown for general grinding, white for heat-sensitive metals, and pink for durable, precision work on hard tool steels.

What tests are needed for an abrasive wheel? Key checks include the ring test for vitrified wheels, visual inspection for cracks, and verifying the wheel’s RPM.

Abrasive technology provides precise methods for cutting difficult materials. Waterjet, wire sawing, and grinding with superabrasives cut hard or heat-sensitive materials.

Aluminum oxide is the most popular abrasive for grinding wheels due to its low cost and versatility with ferrous metals. Other popular abrasives include silicon carbide.
No account yet?
Create an Account