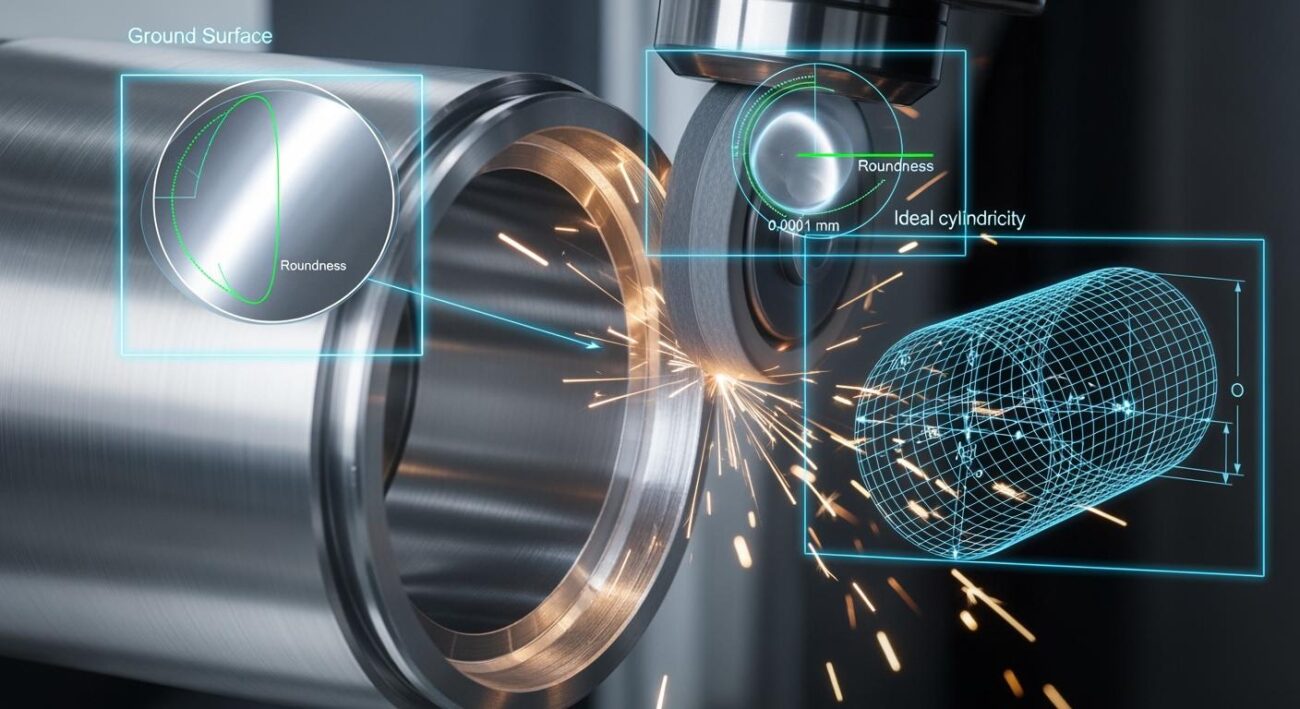
Surface Finish Roundness and Cylindricity Control in Internal Grinding Applications
Achieve precise surface finish, roundness, and cylindricity in internal grinding applications by controlling machine stability, wheel selection, and parameters.
Achieve precise surface finish, roundness, and cylindricity in internal grinding applications by controlling machine stability, wheel selection, and parameters.

Prevent deformation in thin-wall grinding by using low-force clamping like collet chucks, optimizing speeds, and using a free-cutting wheel to reduce heat and force.

Stop vibration in deep hole internal grinding by using a stiff, large-diameter quill, a balanced spindle, and an optimized wheel to prevent chatter and improve accuracy.

Correct taper and roundness errors by first checking tailstock alignment and workpiece centers. Use a steady rest for long parts and ensure proper wheel dressing.
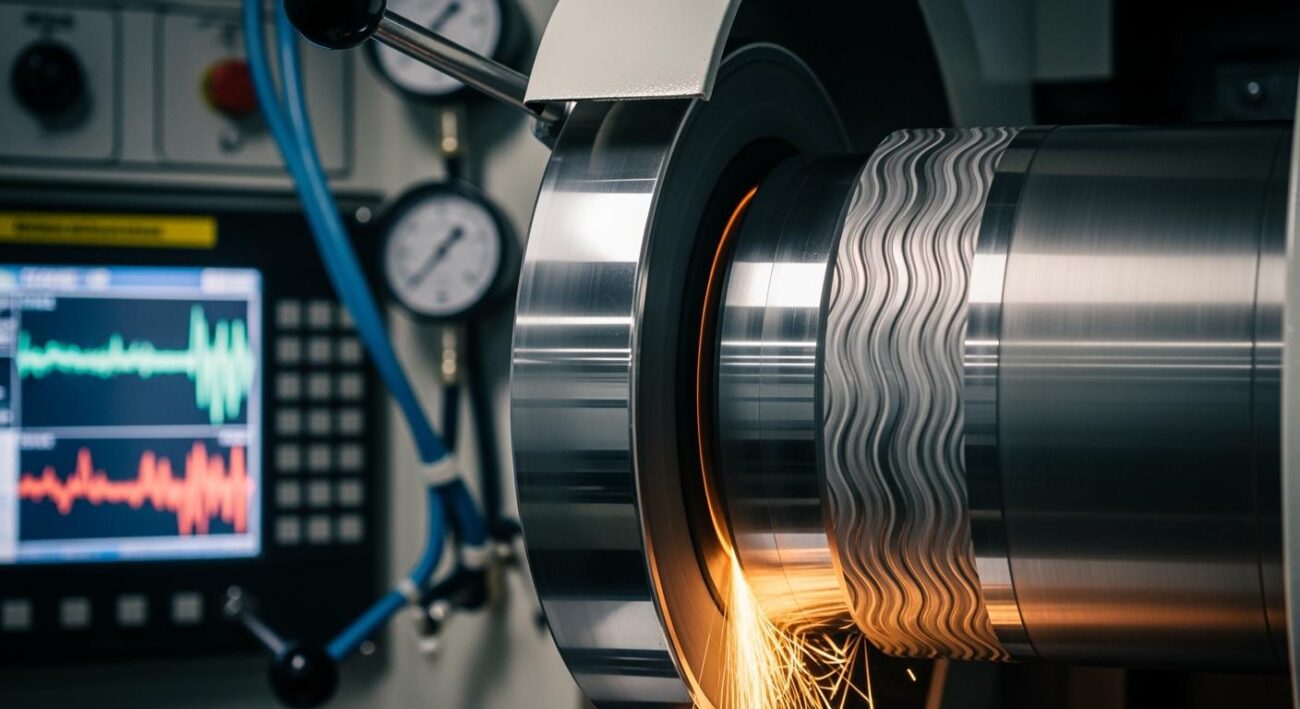
Fix cylindrical grinding chatter by checking four key areas. Start by balancing the wheel, securing the workpiece, and optimizing speeds to stop vibration.
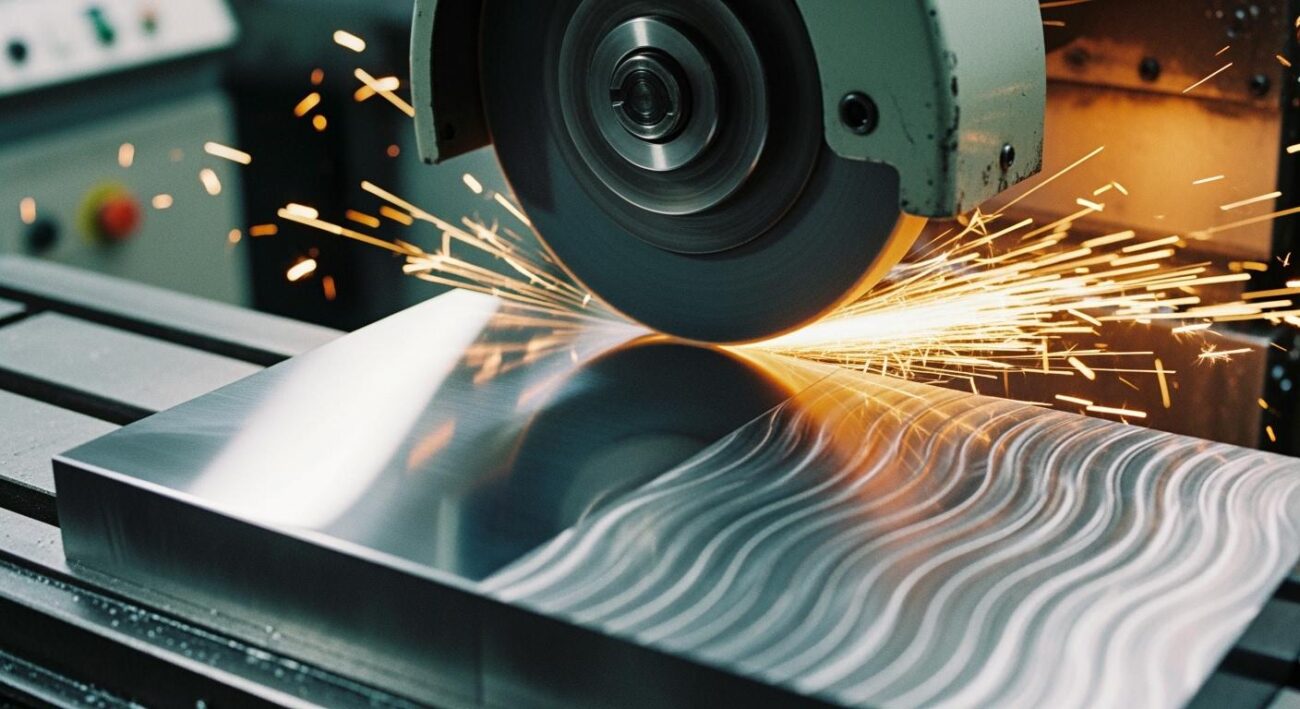
Eliminate chatter in surface grinding by adjusting your cut depth and feed rate. Ensure your grinding wheel is properly balanced, trued, and dressed for the job.

Spot thermal damage by checking for discoloration, cracks, or soft spots. To stop thermal damage, use a sharp, open-structure wheel with a shallow cut and proper coolant.

Balance speed and quality by optimizing your grinding process. Use a two-pass strategy with aggressive roughing and fine finishing to boost MRR and get a superior finish.

Avoid these 5 costly mistakes to extend your grinding wheel’s life. Using the wrong wheel, improper dressing, and poor coolant management lead to rapid wear.

Select the right wheel for surface grinding by matching the abrasive to your material, grit to your finish, and grade to its hardness for efficient, precise results.
No account yet?
Create an Account