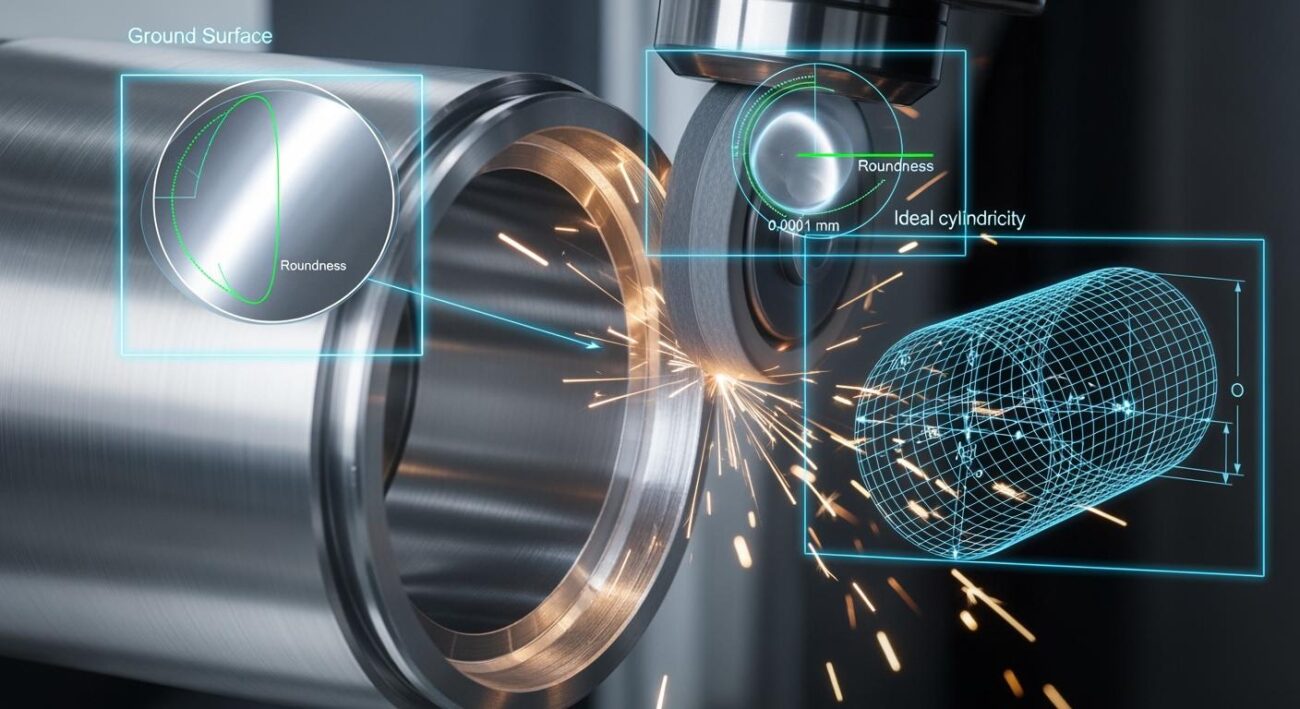
You face many challenges when you approach abrasive tool selection for grinding complex internal cavities. The right choice of abrasive tool selection, tool material, and grinding process can make a big difference in both precision and efficiency. Industry studies show that the design and material properties of your tools directly affect grinding performance in internal spaces. Different bond materials and tool shapes boost grinding efficiency and surface finish. For example, SLS-printed tools last longer and improve the quality of internal grinding. Aimgrind’s diamond grinding wheels give you precise results and long-lasting performance for these demanding internal applications.
When you select the right abrasive tool, you solve problems like tool wear, heat transfer, and material removal control.
| Challenge | Description |
|---|---|
| Interaction between soft tools and hard surfaces | This process makes material removal difficult to control. |
| Complexity of material removal control | Limited heat transfer affects cooling during grinding. |
| Tool longevity | Compliant tool designs help extend tool life and match complex internal surfaces. |
Abrasive tool selection becomes much easier when you use Aimgrind’s custom diamond grinding wheels. You achieve better precision, longer tool life, and more efficient internal grinding.
Key Takeaways
- Choose the right abrasive tool to enhance precision and efficiency in grinding complex internal cavities.
- Consider cavity geometry and material compatibility to improve grinding performance and surface finish.
- Define your surface finish requirements to select the appropriate abrasive tool and achieve desired results.
- Ensure tool accessibility to reach all areas of internal structures for accurate grinding.
- Maintain your tools regularly to extend their lifespan and ensure consistent grinding performance.
Abrasive Tool Selection Factors
Cavity Geometry Impact
You must consider the geometry of internal structures when you select abrasive tools for grinding. The shape, depth, and complexity of a cavity affect tool performance and accuracy. If you choose a tool with the right porosity, you improve chip removal and coolant delivery. This leads to better grinding performance and a longer tool lifespan. You also need to match the abrasive arrangement to the cavity’s shape. A controllable abrasive pattern gives you higher material removal rates and longer grinding times.
- Increasing tool porosity enhances the performance of metal bonded grinding wheels by facilitating chip removal and coolant delivery.
- Wheels with a controllable abrasive arrangement lead to longer effective grinding times and higher material removal rates.
Aimgrind’s customization process helps you match the tool to the unique geometry of your internal structures. You can achieve high dimensional and shape accuracy, even in cavities with tight corners or complex contours. This ensures that your grinding process delivers the required surface finish and accuracy for every application.
Material Compatibility
You must match the abrasive tool to the material of your internal structures. Different materials respond to grinding in unique ways. For example, metals, ceramics, and composites each have their own hardness, toughness, and wear resistance. The choice of abrasive material affects both performance and surface finish.
| Study | Findings |
|---|---|
| Beniash et al. (2009); Setally Azevedo Macena et al. (2014) | Enamel’s microstructure differs from ceramics, affecting grinding outcomes. |
| He and Swain (2008) | Protein composition regulates enamel strength significantly. |
| Chen et al. (2012); Kumar et al. (2013) | Enamel exhibits high hardness and wear resistance, similar to ceramics, but also has toughness. |
| Zhang et al. (2018) | Enamel’s mechanical properties are linked to its hierarchical structure and show anisotropic characteristics. |
| Xu et al. (1998) | Different directions of enamel rods exhibit varying crack lengths and fracture toughness. |
| Jeng et al. (2011) | Mechanical and tribological properties differ across sections of an enamel rod. |
| Zaytsev and Panfilov (2015) | Shear strength is greater perpendicular to the enamel rod than parallel. |
| Ayad et al. (2009) | Different grinding burs affect surface roughness and wettability of enamel. |
| Rirattanapong et al. (2015) | Diamond burs create a thicker smear layer compared to others. |
| Song et al. (2015) | Variations in grinding force and specific energy occur across different tooth surfaces. |
| Li et al. (2019) | Grinding parameters and enamel orientation influence grinding force and surface quality. |
| Nowak and Samuel (2019) | Different tooth surfaces yield different grinding forces with cemented carbide tools. |
| Wu et al. (2020a, 2020b) | Enamel structure impacts milling force, surface quality, and tool wear. |
You see that the right abrasive tool gives you better performance and a consistent surface finish. Aimgrind offers diamond grinding wheels that work well with hard alloys, ceramics, and composites. You can rely on these tools for high accuracy and durability in your grinding process.
Surface Finish Needs
You must define your surface finish requirements before you select an abrasive tool. The finish you need depends on your application. For general industrial parts, a surface finish between Ra 3.2 μm and Ra 6.3 μm is often enough. Aerospace components require a finer finish, usually less than Ra 3.2 μm, to reduce stress points and prevent fatigue failure. Complex internal cavities may need different finishes based on geometry and may require extra finishing steps.
| Application Area | Typical Surface Finish (Ra) | Additional Notes |
|---|---|---|
| General Industrial Parts | Ra 3.2 μm to Ra 6.3 μm | Sufficient for functional requirements in many cases. |
| Aerospace Components | Finer than Ra 3.2 μm | Required to reduce stress concentration points and prevent fatigue failure. |
| Complex Internal Cavities | Varies | Dependent on part geometry and may require additional finishing processes. |
The abrasive tool you choose, including the type and grit size, directly affects the surface finish. If you use ID grinding, you remove material precisely. If you use honing, you achieve a finer finish. The grit size of your tool determines the roughness average. Honing stones can give you a smoother finish than grinding wheels. Aimgrind’s customization process helps you select the right tool for your surface finish needs, ensuring you meet industry standards for accuracy and quality.
Tool Accessibility
You must ensure that your abrasive tool can reach all areas of the internal structures. Accessibility is a key factor in achieving the desired dimensional and shape accuracy. If your tool cannot access tight spaces or complex contours, you will not achieve the required surface finish or accuracy.
Aimgrind’s experts work with you to design tools that fit the unique geometry of your internal cavities. You can choose from a variety of tool shapes and sizes to match your grinding process. This ensures that you maintain high performance, accuracy, and surface finish throughout the entire cavity.
Tip: Always review the accessibility of your internal structures before you select an abrasive tool. This step helps you avoid tool interference and ensures consistent grinding performance.
When you consider cavity geometry, material compatibility, surface finish needs, and tool accessibility, you set yourself up for success. Aimgrind’s customization process supports you at every step, helping you achieve the highest levels of accuracy, performance, and finish in your grinding applications.
Types of Abrasive Tools for Internal Grinding
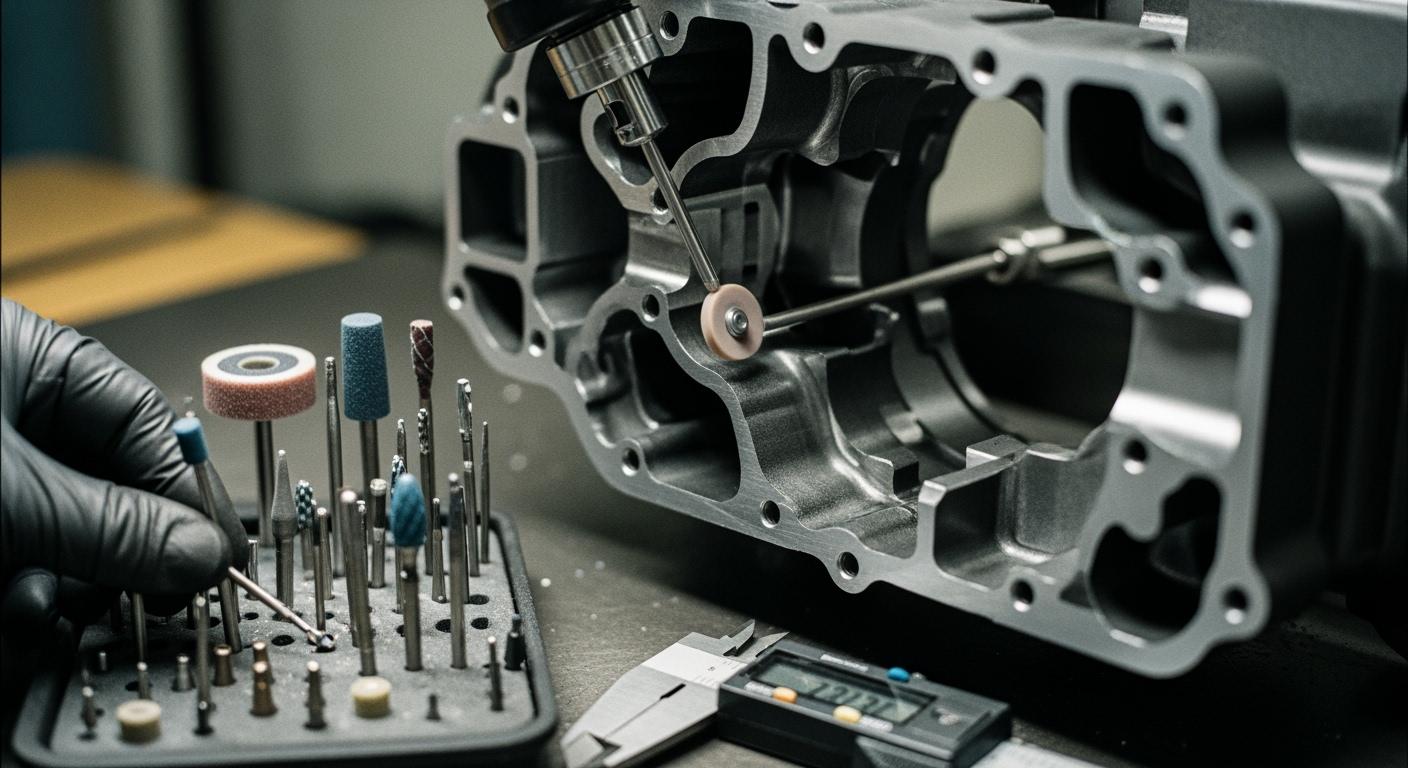
Bonded Abrasives Overview
You use bonded abrasives when you need a strong and stable tool for grinding. These tools have abrasive materials fixed to a solid form, such as wheels or stones. Bonded abrasives work well for shaping and finishing complex internal cavities. You can choose from different types of grinding wheels, including those made with synthetic minerals like aluminum oxide. Bonded abrasives give you control over the grinding process and help you achieve a smooth surface.
- Diamond abrasives in bonded wheels provide high hardness. This is important for grinding tough materials inside internal spaces.
- These wheels keep their shape and sharpness, so you get a consistent surface finish.
- The thermal stability of diamond grinding wheels prevents them from changing shape during grinding. This helps you avoid micro-cracks in sensitive parts.
Coated Abrasives Use
You use coated abrasives when you need flexibility in grinding. These tools have abrasive grains attached to a backing, such as paper or fabric. Coated abrasives are good for finishing and polishing surfaces inside internal cavities. You can use them for different types of grinding, especially when you need to reach curved or uneven areas. Coated abrasives are easy to shape and fit into tight spaces. They help you remove small amounts of material and improve the surface finish.
| Tool Type | Description | Common Materials Used |
|---|---|---|
| Bonded Tools | Abrasive materials bonded to a rigid form like wheels or stones. | Synthetic minerals (aluminum oxide, etc.) |
| Coated Tools | Abrasives bonded to a flexible backing, such as paper or fabric. | Conventional and superabrasives |
| Superabrasive | Tools that use diamond or cubic boron nitride for high-performance grinding. | Diamond, cubic boron nitride |
Superabrasives and Precision
You choose superabrasives when you need the highest level of grinding precision. Superabrasives include diamond and cubic boron nitride tools. These tools are much harder than conventional abrasives. Superabrasives help you achieve very fine surface finishes and tight tolerances in internal grinding. They last longer and work well on hard materials. You can see the difference in the table below:
| Feature | Superabrasives (Diamond, CBN) | Conventional Abrasives |
|---|---|---|
| Hardness | Significantly harder | Less hard |
| Precision | Greater precision | Lower precision |
| Durability | Longer lifespan | Shorter lifespan |
| Cost | More expensive | Less expensive |
| Application | Ideal for hard materials | Limited for hard materials |
Superabrasives let you grind complex internal shapes with high accuracy. You get a better surface finish and reduce the need for extra polishing.
Aimgrind Diamond Grinding Wheels
You can rely on Aimgrind diamond grinding wheels for the most demanding internal grinding jobs. These wheels use diamond abrasives, which give you exceptional hardness and thermal conductivity. You achieve micron-level tolerances and very smooth surface finishes, sometimes below Ra 0.1 µm. This means you often do not need extra polishing steps.
- Diamond grinding wheels keep their sharpness and shape, so you get consistent grinding results.
- You remove material with low force, which reduces heat and prevents damage to the surface.
- These wheels last longer, so you spend less time changing tools and more time grinding.
- You can use them for different types of grinding in industries like aerospace, automotive, and medical devices.
Aimgrind diamond grinding wheels help you meet strict quality standards for internal grinding. You get reliable performance, high durability, and excellent surface quality every time.
Grinding Process Methods
Manual vs Automated Grinding
You can choose between manual and automated grinding for internal cavities. Manual grinding gives you direct control over the abrasive tool. You can adjust the grinding process as you work. This method works well for small batches or unique shapes. You use hand-held tools or simple machines. Manual grinding lets you reach tight spaces inside cylindrical parts. You can change the tool path to match the cavity shape.
Automated grinding uses machines to control the process. You set the parameters and let the machine do the work. Automated grinding improves consistency and speed. You can use CNC machines for complex internal cavities. These machines follow programmed tool paths. You get repeatable results and high precision. Automated grinding works best for large batches and parts with strict tolerances.
Aimgrind’s abrasive tools fit both manual and automated grinding. You can use diamond grinding wheels for hand-held tools or CNC machines. Aimgrind customizes the wheels to match your grinding process. You get reliable performance for every type of grinding.
Wet and Dry Grinding
You can use wet or dry grinding for internal cavities. Wet grinding uses coolant or water during the process. The coolant reduces heat and removes chips from the surface. You get a smoother finish and less tool wear. Wet grinding works well for cylindrical grinding and abrasive flow machining. You can use Aimgrind diamond grinding wheels with wet grinding. The wheels stay cool and sharp.
Dry grinding does not use coolant. You rely on air or the tool design to remove heat. Dry grinding works for simple shapes and small parts. You must watch for heat buildup. Too much heat can damage the surface or the abrasive tool. Aimgrind designs wheels for both wet and dry grinding. You can choose the best process for your application.
| Grinding Process | Coolant Used | Surface Finish | Tool Wear | Application |
|---|---|---|---|---|
| Wet Grinding | Yes | Smoother | Less | Complex cavities, cylindrical parts |
| Dry Grinding | No | Rougher | More | Simple shapes, small parts |
Tip: Wet grinding gives you better surface quality and longer tool life. Dry grinding works for quick jobs and easy shapes.
Precision CNC Grinding Techniques
You can use precision CNC grinding for tight tolerances and smooth surfaces. CNC machines control the grinding process with high accuracy. You program the machine to follow the exact tool path. Precision CNC grinding works for cylindrical and conical internal cavities. You can achieve micron-level tolerances and fine surface finishes.
ID grinding is a common CNC process for internal cavities. You remove material from the inside diameter of cylindrical parts. Honing is another process. You use abrasive stones to polish the surface and improve the shape. Honing gives you a smoother finish than grinding. You can reach Ra 10 or better. Abrasive flow machining works for complex shapes. You push abrasive media through the cavity to smooth the surface.
Aimgrind diamond grinding wheels work with CNC machines. You get consistent results and high precision. The wheels keep their shape and sharpness. You can use them for ID grinding, honing, and abrasive flow machining. Aimgrind helps you match the wheel to your CNC process.
Tool Path Strategies
You must plan the tool path for internal grinding. The tool path controls how the abrasive tool moves inside the cavity. You can use straight, spiral, or custom paths. The path affects the surface finish and material removal. You must avoid tool interference and missed spots.
CNC machines let you program complex tool paths. You can use spiral paths for cylindrical grinding. You can use custom paths for unique shapes. Manual grinding lets you adjust the path as you work. You can reach tight corners and curves.
Aimgrind supports your tool path strategies. You can choose wheels with the right shape and size. Aimgrind helps you optimize the grinding process for every cavity. You get high precision and smooth surfaces.
Note: Always review your tool path before you start grinding. A good path improves surface quality and reduces tool wear.
You can use different types of grinding processes for internal cavities. You can choose manual or automated grinding. You can use wet or dry grinding. You can use precision CNC grinding for tight tolerances. You must plan your tool path for the best results. Aimgrind gives you the tools and support you need for every grinding process.
Optimizing Precision and Efficiency
Tool Maintenance Tips
You need to keep your abrasive tools in top condition to get the best grinding performance. Clean your Aimgrind diamond grinding wheels after each process. Use a soft brush or compressed air to remove debris from the abrasive surface. Check the wheel for cracks or uneven wear before every grinding session. Dress the wheel regularly to keep its shape and maintain high surface quality. Store your abrasive tools in a dry place to prevent rust or damage. Replace any tool that shows signs of damage. Good maintenance helps you achieve consistent precision and extends the life of your grinding wheels.
Coolant Selection
You must choose the right coolant for your grinding process. Coolant improves grinding performance by reducing heat and flushing away chips from the abrasive surface. The design of an internal-cooling grooved grinding wheel increases cooling efficiency. Better cooling means less tool wear and higher grinding precision. You get improved surface quality and longer tool life. Always match the coolant type to your material and abrasive tool. Monitor coolant flow during the process to avoid overheating and ensure high surface quality.
- Enhanced cooling boosts grinding precision.
- Reduced tool wear means better grinding performance.
- Improved cooling leads to higher surface quality.
Minimizing Tool Wear
You can reduce tool wear by using the correct abrasive tool for your grinding process. Select the right grit size and bond type for your application. Use Aimgrind diamond grinding wheels for hard materials and complex internal shapes. Keep grinding parameters within recommended limits to avoid excessive force. Apply coolant to lower the temperature and protect the abrasive surface. Regularly inspect your tools for signs of wear. Replace worn tools to maintain high surface quality and grinding performance. These steps help you achieve precision manufacturing and reduce downtime.
Quality Control in Grinding
You must follow strict quality control steps to ensure high-precision manufacturing. Review all requirements and drawings before you start the grinding process. Translate GD&T into an inspection plan and select the right measurement fixtures. Check raw materials for hardness, composition, and defects before production. Produce a first article and inspect it fully to validate your process and tools. Use in-process control with probing and inspection stations to monitor grinding performance. Apply statistical process control on key points and adjust parameters as needed. Finish with a final inspection using CMM and roughness tests to confirm surface quality. Provide full documentation and quality certificates for your customer. These steps help you deliver high surface quality and meet the demands of high-precision manufacturing.
Tip: Careful quality control at every stage of the grinding process ensures you achieve the best results for internal cavities.
You can achieve top precision in grinding by following key steps. Start with regular tool condition monitoring and use comprehensive diagnostics. The table below shows more ways to optimize your grinding process for complex internal cavities:
| Key Actionable Steps | Description |
|---|---|
| Tool Condition Monitoring | Check tool condition often to boost machining potential and lower costs. |
| Development of New Abrasive Materials | Improve abrasive materials and bonds for better tool features and efficiency. |
| Comprehensive Diagnostics | Use diagnostics to ensure the best grinding performance and quality. |
| New Machining Methods | Try new methods to improve surface quality and expand precision applications. |
| Efficient Use of Machining Fluids | Use fluids wisely to enhance the grinding process. |
| Supervisory Methods | Apply supervisory methods for better accuracy and efficiency. |
Grinding gives you the precision needed for demanding parts. You should check your grinding process, tool condition, and wear patterns. Aimgrind’s diamond grinding wheels and custom solutions help you reach the highest precision. Contact Aimgrind to get the right grinding tools for your needs.
FAQ
What materials can you grind with Aimgrind diamond grinding wheels?
You can grind hard alloys, ceramics, and composite materials. These wheels work well for metals and other tough surfaces. You get high precision and a smooth finish.
How do you choose the right abrasive tool for a complex internal cavity?
You should look at the cavity shape, material, and surface finish you need. Aimgrind experts help you match the tool to your part. This ensures better results.
Can you use Aimgrind diamond grinding wheels for both wet and dry grinding?
Yes, you can use these wheels for both wet and dry grinding. Wet grinding gives you a smoother finish and less tool wear. Dry grinding works for simple jobs.
How often should you check and maintain your grinding wheels?
You should check your wheels before each use. Clean and dress them often. Replace any wheel that shows cracks or heavy wear. Good care keeps your grinding process safe and accurate.
Why should you choose Aimgrind for custom grinding solutions?
You get expert support, custom tool design, and high-quality diamond wheels. Aimgrind helps you solve tough grinding problems and improve your results.
Contact Us
For More Grinding Solution or Customized Abrasive Tools