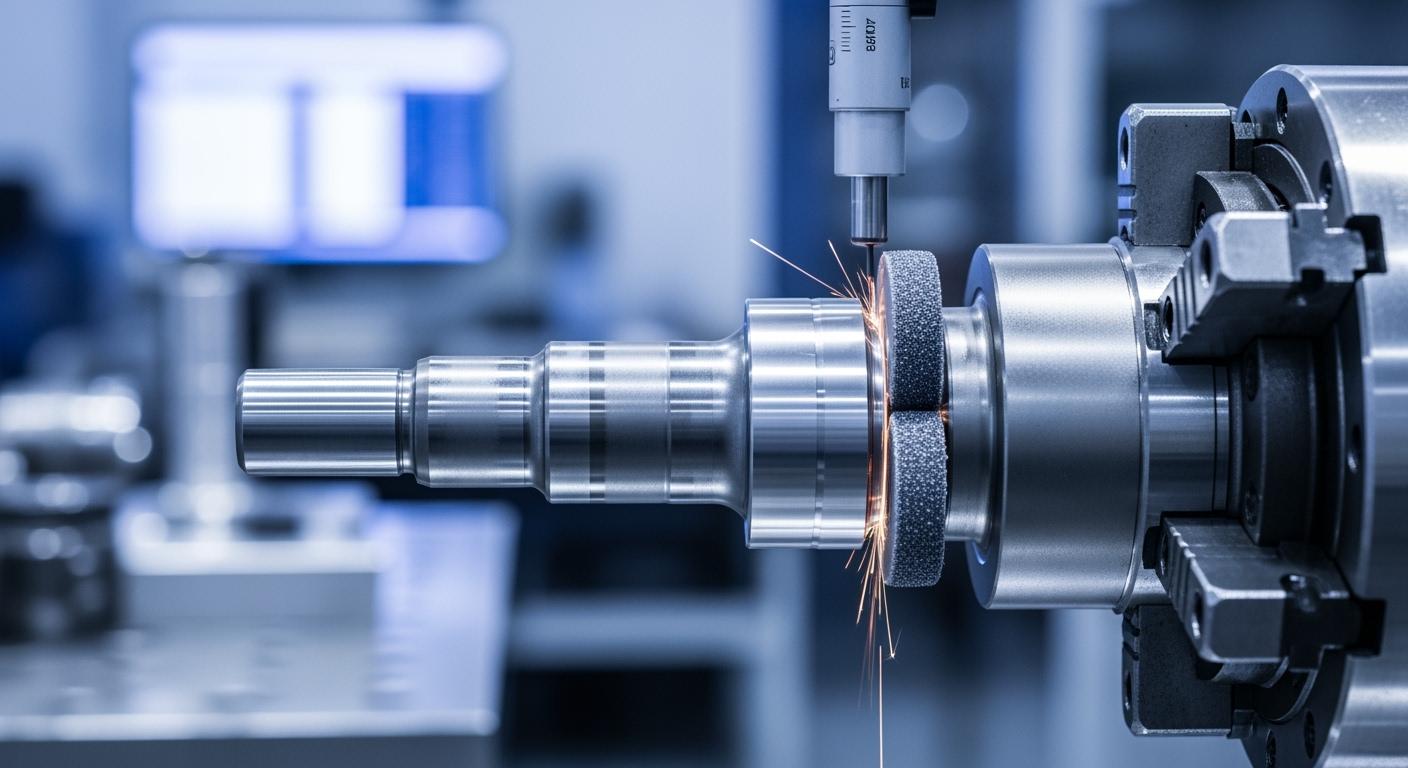
You can achieve precise surface control in the Superfinishing Grinding Process for turbocharger rotor shafts by focusing on advanced grinding technology. Surface finish quality directly impacts turbocharger performance. Research shows that poor surface finish can reduce compressor efficiency by about 1%. Aimgrind‘s CBN grinding wheels help you create consistent surface results. These wheels support your efforts to improve surface quality and reliability.
Key Takeaways
- Control grinding speed, feed rate, pressure, and coolant carefully to achieve a smooth and consistent surface finish on turbocharger rotor shafts.
- Use Aimgrind CBN grinding wheels for precise surface control, longer wheel life, and improved productivity in the superfinishing grinding process.
- Measure surface finish regularly with tools like roughness testers or optical scanners to ensure quality and make timely adjustments.
- Prevent surface defects by maintaining clean work areas, monitoring coolant flow, and adjusting grinding parameters based on observed issues.
- Follow standard procedures and provide regular training to your team to improve grinding results and maintain high-quality rotor shafts.
Key Factors in Surface Control
Grinding Speed and Feed
You control the surface quality of turbocharger rotor shafts by adjusting grinding speed and feed. High speed removes material quickly, but it can create heat and affect the surface finish. Low speed gives you more control and helps you achieve a smoother surface. Feed rate determines how much material you remove with each pass. A slow feed rate produces a finer surface, while a fast feed rate increases productivity. You must balance speed and feed to match the requirements of the superfinishing grinding process. Modern technology allows you to monitor and adjust these parameters easily. You can use sensors and digital controls to maintain consistent surface conditions. This technology improves performance and ensures reliable results.
Pressure and Coolant
Pressure plays a key role in surface control. If you apply too much pressure, you risk damaging the surface and reducing performance. Too little pressure may not remove enough material. You need to find the right balance for each grinding task. Coolant type and application method also affect surface finish. Different coolants help control surface temperature and improve finish. Pressurized internal cooling increases grinding efficiency and lowers temperatures. Minimum quantity lubrication and nanofluids reduce grinding forces and enhance surface quality. Nanoparticles in lubricants improve heat dissipation and lubrication. This technology keeps the surface in optimal condition during grinding. You can use these methods to achieve consistent surface finish and protect the shafts.
Tip: Always monitor coolant flow and pressure during grinding. Proper coolant application prevents overheating and maintains surface quality.
Abrasive Selection with Aimgrind CBN Wheels
Choosing the right abrasive is essential for surface control. Aimgrind CBN grinding wheels offer several advantages over conventional abrasives. You benefit from their extreme hardness and long wheel life. These wheels provide superior dimensional accuracy and can grind hardened and exotic materials effectively. You experience reduced cycle times and less idle time because of their durability. CBN wheels achieve G-ratios that are much higher than traditional abrasives, which boosts efficiency in high-precision applications. You can rely on Aimgrind CBN wheels to deliver consistent surface finish and improve performance. This technology supports your efforts to optimize the superfinishing grinding process for turbocharger rotor shafts.
- Key advantages of Aimgrind CBN wheels:
- Extreme hardness for precise surface control
- Long wheel life reduces downtime
- Superior dimensional accuracy for high-quality surface finish
- Efficient grinding of hardened and exotic materials
- Enhanced productivity and performance
You can use Aimgrind’s advanced technology to achieve the best surface results. Their CBN wheels help you maintain high standards and improve the reliability of turbocharger rotor shafts.
Superfinishing Grinding Process Steps

Process Overview for Rotor Shafts
You start the superfinishing grinding process by preparing the rotor shafts. You clean the rotors and inspect them for any defects. You set up the grinding machine and choose the right abrasive wheel. Aimgrind’s CBN wheels help you achieve a high-quality surface finish. You adjust the machine settings to match the material and shape of the rotors. You focus on the speed, feed rate, and depth of cut. These steps help you create a smooth finish and improve the performance of the turbocharger rotors.
Note: Careful preparation and setup ensure you get consistent results and avoid errors during the superfinishing grinding process.
Through-Feed and Plunge Methods
You use two main methods in the superfinishing grinding process for rotor shafts: through-feed and plunge. Each method offers unique benefits for surface finish and efficiency.
-
Through-Feed Method:
You feed the rotors continuously through the grinding wheel. This method works well for long shafts and high-volume production. You control the speed and feed rate to achieve a uniform finish. You use shallow cuts to minimize surface irregularities. You get consistent surface finish across the entire shaft. -
Plunge Method:
You press the grinding wheel directly onto the rotor shaft. This method suits shorter rotors or areas that need extra attention. You adjust the depth of cut and wheel speed to improve finish quality. You use lower feed rates to enhance surface finish and reduce load on abrasive grains.
Here is how the selection of grinding method influences process efficiency and surface finish consistency:
- Wheel speed increases abrasive contacts and reduces surface roughness.
- Workpiece speed decreases, allowing more abrasive interactions and improving finish.
- Depth of cut stays shallow, minimizing surface irregularities.
- Feed rate lowers, enhancing surface finish by reducing load on abrasive grains.
You choose the method based on the shape and size of the rotors. You adjust the parameters to match your production needs and quality goals.
Optimizing with Aimgrind Solutions
You optimize the superfinishing grinding process by using Aimgrind’s advanced technology and CBN wheels. Aimgrind offers customized solutions for different rotor shafts. You get expert advice on wheel selection, formula design, and parameter matching. Aimgrind helps you diagnose problems and optimize samples for your equipment.
You benefit from Aimgrind’s CBN wheels because they deliver precise surface finish and longer wheel life. You experience cooler operation and faster cutting speeds. You reduce downtime and improve productivity. Aimgrind’s technology supports you in achieving consistent surface finish for turbocharger rotors.
Tip: You can contact Aimgrind for personalized grinding solutions and technical support. Their expertise helps you maintain high standards and improve the reliability of your rotor shafts.
You use Aimgrind’s solutions to streamline your superfinishing grinding process. You achieve better finish, higher efficiency, and reliable performance for your turbocharger rotors.
Surface Finish Measurement

Roughness Testing Methods
You need to measure the surface finish of turbocharger rotor shafts to make sure they meet your standards. You can use several roughness testing methods. The most common tool is a surface roughness tester. This device moves a small stylus across the shaft and records the tiny peaks and valleys. You get a reading called Ra, which tells you how smooth or rough the surface is. Some shops use optical methods. These tools use light to scan the shaft and create a 3D image of the finish. You can also use replica tape for quick checks. You press the tape onto the shaft, then measure the imprint with a gauge. Each method helps you check if the finish matches your requirements.
Tip: Always clean the shaft before testing. Dirt or oil can affect your results.
Quality Monitoring and Adjustment
You must monitor the quality of the surface finish during the grinding process. You should check the finish after each grinding step. If you see a rough or uneven finish, you can adjust the grinding speed or change the abrasive wheel. You may need to change the pressure or use a different coolant. You can keep a log of your measurements. This helps you spot trends and fix problems early. If you use Aimgrind CBN wheels, you get more stable results and less need for adjustment. You can set up regular checks to make sure every shaft meets your quality goals.
- Steps for better quality control:
- Test the finish after each grinding stage.
- Record your results in a logbook.
- Adjust grinding parameters if you see changes in surface finish.
- Use Aimgrind CBN wheels for more consistent finish.
You can improve your process by using the right tools and checking your work often. This helps you deliver high-quality turbocharger rotor shafts every time.
Common Surface Challenges
Defects and Troubleshooting
You may see several surface defects during the superfinishing grinding process. These defects can affect the performance of turbocharger rotor shafts. Common issues include scratches, chatter marks, burn spots, and uneven roughness. Scratches often appear when abrasive grains break or when debris gets trapped between the wheel and the shaft. Chatter marks show up as repeating patterns caused by vibration. Burn spots form when the grinding wheel generates too much heat. Uneven roughness happens when you use incorrect grinding parameters.
You can troubleshoot these defects by checking your grinding setup. Look at the wheel condition and make sure you use the right abrasive. Inspect the coolant flow and pressure. Adjust the grinding speed and feed rate if you see burn marks or chatter. Clean the work area to remove debris. Use Aimgrind CBN wheels for better control and fewer defects.
Tip: Keep a checklist for troubleshooting. Record each defect and the steps you take to fix it. This helps you spot patterns and prevent future issues.
| Defect | Cause | Solution |
|---|---|---|
| Scratches | Debris, broken grains | Clean area, check wheel |
| Chatter marks | Vibration | Adjust speed, stabilize |
| Burn spots | Excess heat | Improve coolant, slow feed |
| Uneven roughness | Wrong parameters | Reset speed, feed, wheel |
Preventive Actions
You can prevent surface defects by following simple actions. Choose the right abrasive for each shaft. Aimgrind CBN wheels help you achieve a smooth finish and reduce defects. Set the grinding speed and feed rate carefully. Monitor coolant flow and keep the work area clean. Inspect the grinding wheel before each job. Replace worn wheels quickly.
You should train your team to spot early signs of defects. Use regular surface finish tests to catch problems before they grow. Keep records of each grinding session. Review these logs to improve your process.
Alert: Consistent preventive actions save time and protect turbocharger rotor shafts from costly defects.
You build a reliable grinding process by using Aimgrind solutions and following these preventive steps. This helps you deliver high-quality rotor shafts every time.
Best Practices for Grinding
Standard Procedures
You should follow clear steps to keep your grinding process safe and effective. Start by checking your grinding machine and making sure all parts work well. Clean the work area and remove any dust or debris. Select the right grinding wheel for your turbocharger rotor shafts. Set the grinding speed and feed rate based on the material and the finish you want. Use the correct coolant and check its flow during grinding. Always measure the surface finish after each step. These actions help you keep high quality and steady production.
Tip: A clean and organized workspace helps you avoid mistakes and keeps your grinding process smooth.
Training and Continuous Improvement
You can boost your team’s skills with regular training. Teach your team how to use new grinding technology and tools. Show them how to spot surface defects early. Encourage them to share ideas for better results. Use continuous improvement strategies to make your process stronger. For example, grind-strengthening with an elastic bonding system combines material removal and plastic deformation. This method gives you high precision surfaces and longer part life.
| Strategy | Description |
|---|---|
| Grind-strengthening with elastic bonding system | Combines abrasive material removal and plastic deformation to ensure high precision surfaces with consistent quality, reducing initial wear and extending fatigue strength. |
Superfinishing improves your product quality by making the surface smoother and removing micro-scratches. You get less friction, better wear resistance, and longer-lasting parts. This means your production stays reliable and your productivity increases.
Polishing and superfinishing improve smoothness and decrease friction, allowing for more precise movements in actuator rods and linear rails, which is crucial for maintaining reliability in motion control systems.
Leveraging Aimgrind Expertise
You can use Aimgrind’s knowledge to improve your grinding process. Aimgrind offers custom grinding solutions and advanced CBN wheels. Their team helps you match the right wheel to your machine and material. You get support for problem diagnosis and parameter selection. Aimgrind’s technology helps you reach higher productivity and better surface control. You can trust their experience to keep your production running smoothly and your turbocharger rotor shafts at top quality.
Note: Working with Aimgrind gives you access to the latest grinding technology and expert advice for every step of your production.
You improve surface control by focusing on grinding speed, feed, pressure, coolant, and abrasive selection. Aimgrind CBN grinding wheels help you achieve reliable performance and consistent results. Studies show that ball burnishing and belt finishing methods boost surface quality and performance. The table below highlights key takeaways:
| Process Type | Key Takeaway |
|---|---|
| Ball Burnishing | Achieves superior surface quality with Ra < 0.5 μm and Rz < 2 μm. |
| Belt Finishing | Significantly improves surface integrity, especially with lubrication. |
| Mass Finishing | Induces compressive residual stresses up to -400 MPa. |
| Abrasive Grain Size | A higher grain size of 30 μm enhances performance in belt-finishing. |
You maintain high performance by following best practices and optimizing your process.
FAQ
What is the main benefit of using Aimgrind CBN grinding wheels?
You get a smoother surface and longer wheel life. Aimgrind CBN wheels help you grind hard materials with high precision. You also reduce downtime and improve productivity.
How do you measure surface finish on rotor shafts?
You use a surface roughness tester or optical scanner. These tools check the tiny peaks and valleys on the shaft. You can also use replica tape for quick checks.
Tip: Always clean the shaft before testing for accurate results.
Can you use Aimgrind CBN wheels for both wet and dry grinding?
Yes, you can use Aimgrind CBN wheels for both wet and dry grinding. Wet grinding helps control heat and improves surface finish. Dry grinding works well for some materials.
What should you do if you see burn marks on the shaft?
You should lower the grinding speed and check coolant flow. Make sure you use the right pressure. Clean the area and inspect the wheel for wear.