You achieve reliable straightness in precision grinding by combining advanced measurement techniques and rigorous control. Flatness and straightness gauges ensure geometric tolerances and prevent vibration or wear. Regular calibration maintains traceability and compliance with ISO 9001 standards. The table below compares effective measurement methods for guideway straightness:
| Method Description | Measurement Technique | Error Type Detected |
|---|---|---|
| Three-probe measurement method | Utilizes capacitive probes | Straightness and parallelism errors |
| Reversal method | Turns workpiece cylindrical | Z straightness, out-of-parallelism errors |
| Optimised dual-probe slide error measurement | Uses roll and capacitive probes | Out-of-parallelism, Z-slide straightness errors |
| Multi-probe error measurement | Finite element simulation | Horizontal/vertical straightness, parallelism error |
Aimgrind’s diamond grinding wheels deliver unmatched precision and durability, supporting your commitment to quality.
Key Takeaways
- Maintain straightness in precision grinding to ensure high accuracy in machined parts. Regular checks and advanced measurement tools are essential.
- Use Aimgrind diamond grinding wheels for consistent performance and durability. Match the wheel type to the grinding stage for optimal results.
- Control the environment during grinding. Stable temperature and humidity prevent thermal expansion and maintain straightness.
- Implement systematic measurement and correction methods throughout the grinding process. This helps detect and fix errors early.
- Invest in operator training to enhance accuracy and reduce errors. Proper training ensures effective use of tools and techniques.
Importance of Straightness
Impact on Machine Accuracy
You depend on the straightness of machine tool guideways to achieve precise results. When you maintain straightness, you protect the geometric accuracy of machined parts. Research shows that even minor errors in straightness can disrupt spatial accuracy and compromise the final product. You need to ensure that guide rails are installed with high geometric accuracy. This prevents variations that could affect the spatial positioning of your machine tool. Modern approaches, such as B-spline curve-based design, use measurement and modeling to optimize control points. These methods help you enhance machining accuracy and reduce the risk of errors. Traditional scraping operations often fail to deliver stable accuracy. You benefit from systematic measurement and control, which support the high demands of precision manufacturing.
Tip: Use advanced measurement tools and optimized grinding wheels to maintain straightness and boost your machine’s performance.
Consequences of Deviation
If you neglect straightness, you face several production quality issues. Dimensional errors and inconsistent friction can appear, leading to a decline in machining accuracy. Over time, wear on the guideways causes stick-slip motion. This results in a loss of direction in the servo system and impacts repeatability. You may notice that parts no longer meet specified tolerances. Unexpected marks or roughness can show up on the surface finish. These problems reduce the lifespan of your machine and affect the quality of finished parts. Maintaining straightness ensures that you avoid these issues and deliver consistent results.
- Dimensional errors
- Inconsistent friction
- Loss of repeatability
- Surface roughness
- Reduced machine lifespan
Preparation for Precision Grinding
Surface Cleaning and Inspection
You start the precision grinding process by making sure the guideways are clean and free from debris. Use a flashlight and a magnifying glass to check every surface. Look under protective covers to spot hidden dirt or damage. Move the axes by hand to feel for any resistance. Use dial indicators to check for straightness or parallelism. Check the lubrication system to make sure it is clean and has enough lubricant. Run a test program to see if the movement is smooth. Listen for strange noises and watch the load meters for signs of friction. These steps help you avoid errors in the process and keep your straightness within tight tolerances.
- Visual inspection with proper tools
- Manual movement and dial indicator checks
- Lubrication system review
- Operational testing for smoothness
Workpiece Setup and Alignment
You need to set up the workpiece with care before you begin the precision grinding process. Align the guideways and secure the workpiece to prevent any movement during grinding. Use high-precision fixtures and clamps. Make sure the reference surfaces are flat and clean. Aimgrind’s team helps you match the right grinding wheel to your application. They diagnose your process and optimize grinding parameters for the best results. This careful setup ensures that your measurement and grinding process will deliver the straightness you need.
Environmental Controls
You must control the environment to achieve the best results in the precision grinding process. High humidity can cause corrosion on machine parts. This can affect the straightness of your guideways. Changes in temperature can make machine parts expand or shrink. This will change the results of your grinding process. Keep the temperature and humidity stable in your workspace. This helps you maintain straightness and repeatable results in every process step. Aimgrind supports you by helping you set up the right process environment for your grinding needs.
Tip: Always match your grinding wheel to your process and keep your workspace clean and controlled. This will help you achieve the highest straightness in precision grinding.
Straightness Measurement Methods
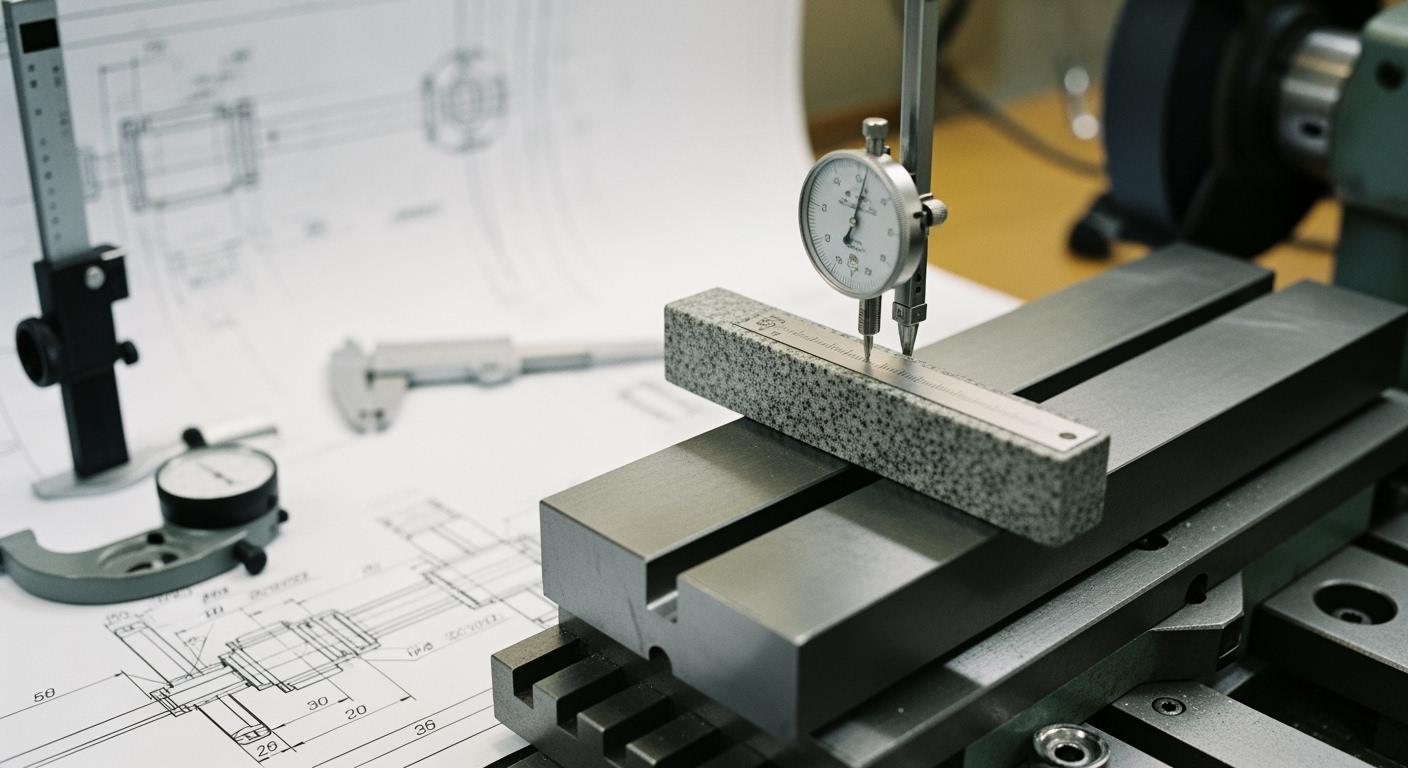
Mechanical Reference Tools
You rely on mechanical reference tools to measure straightness with high accuracy. These tools help you detect even the smallest deviations in your machine tool guideways. You can choose from several types, each designed for specific applications and environments. The table below shows the most accurate mechanical reference tools, their functions, and their precision levels:
| Tool Type | Primary Function | Accuracy Level | Environment | Typical Applications |
|---|---|---|---|---|
| Straightness Gauge | Linear deviation measurement | ~1 µm | Lab/R&D | Research, calibration, optical systems |
| Flatness Gauge | Surface flatness via interference | High | Controlled lab | Metallurgy, optics, ceramics |
| Straightness & Roundness Gauge | Combined geometric analysis | Very High | Industrial inspection | Shafts, bearings, pipes, precision parts |
| Flatness & Straightness Gauge | Dual-axis geometric verification | High | Workshop/factory | Machining, assembly, alignment |
You use these tools to establish a baseline for straightness error prediction. When you measure with a straightness gauge, you can identify linear deviations as small as one micron. This level of accuracy supports your efforts to minimize straightness error prediction in every grinding operation. You also use flatness gauges to check for surface irregularities that could affect straightness. By combining these tools, you improve your ability to predict and control straightness error prediction before you begin grinding.
Tip: Always calibrate your mechanical reference tools regularly. This ensures you maintain reliable straightness error prediction and consistent results.
Optical and Electronic Techniques
You can achieve even higher accuracy by using optical and electronic measurement techniques. These methods allow you to measure straightness quickly and with minimal contact. The following table compares the most common optical and electronic techniques for straightness measurement:
| Measurement Technique | Accuracy | Reliability |
|---|---|---|
| Laser Interferometer | Highly precise | Fast measurements |
| Autocollimator | Most efficient | Versatile |
| Straight Edge, Ball Bar | Varies | Dependent on setup |
You use laser interferometers to measure straightness over long distances with sub-micron accuracy. This tool helps you perform straightness error prediction in real time. Autocollimators give you efficient and versatile measurements, making them ideal for routine checks. You can also use straight edges and ball bars for quick assessments, but their accuracy depends on your setup. When you combine these techniques, you improve your straightness error prediction and reduce the risk of undetected errors.
A recent study showed that using a high-precision flat mirror and a displacement sensor for splicing measurements can reduce flatness errors in large-scale optics to just 2.98 µm. This method uses a mathematical model to stitch straightness data together, which leads to better straightness error prediction and improved machining accuracy.
Note: Optical and electronic techniques help you achieve reliable straightness error prediction, especially when you need to verify ultra-precision guideways.
In-Process Monitoring
You can monitor straightness during grinding by using advanced in-process systems. These systems give you real-time feedback, so you can adjust your process as needed. The table below outlines the advantages and limitations of in-process monitoring for straightness error prediction:
| Advantages | Limitations |
|---|---|
| Achieves sub-micron accuracy on low-precision grinding machines. | Challenges from inherent geometric errors of ordinary grinding machines. |
| Compensates for geometric and temperature errors using advanced techniques. | Ambient temperature variations causing measurement errors. |
| Utilizes high-precision reference mirrors and color confocal sensors. | Difficulty in achieving sub-micron precision due to various factors. |
| Improves machining accuracy and efficiency. | Conventional devices have limitations in error separation accuracy or complexity. |
| Effective geometric error separation with zero Abbe error. | Need for complex error modeling and compensation strategies. |
| Effectiveness depends heavily on sophisticated error compensation and environmental control. |
You use in-process monitoring to achieve sub-micron straightness error prediction, even on machines that are not designed for ultra-precision work. These systems use reference mirrors and color confocal sensors to track straightness in real time. You can compensate for temperature changes and geometric errors as they happen. This approach improves your machining accuracy and helps you maintain straightness throughout the grinding process.
However, you must consider the limitations. In-process monitoring requires complex error modeling and compensation strategies. The effectiveness of straightness error prediction depends on your ability to control the environment and maintain your equipment. You need to separate geometric errors from other influences, which can be challenging with conventional devices.
Callout: In-process monitoring gives you the power to correct straightness error prediction on the fly, but you must invest in proper setup and environmental control for the best results.
By using mechanical reference tools, optical and electronic techniques, and in-process monitoring, you can master straightness error prediction and achieve the highest standards in precision grinding.
Precision Grinding Process with Aimgrind Wheels

Rough and Finish Grinding Steps
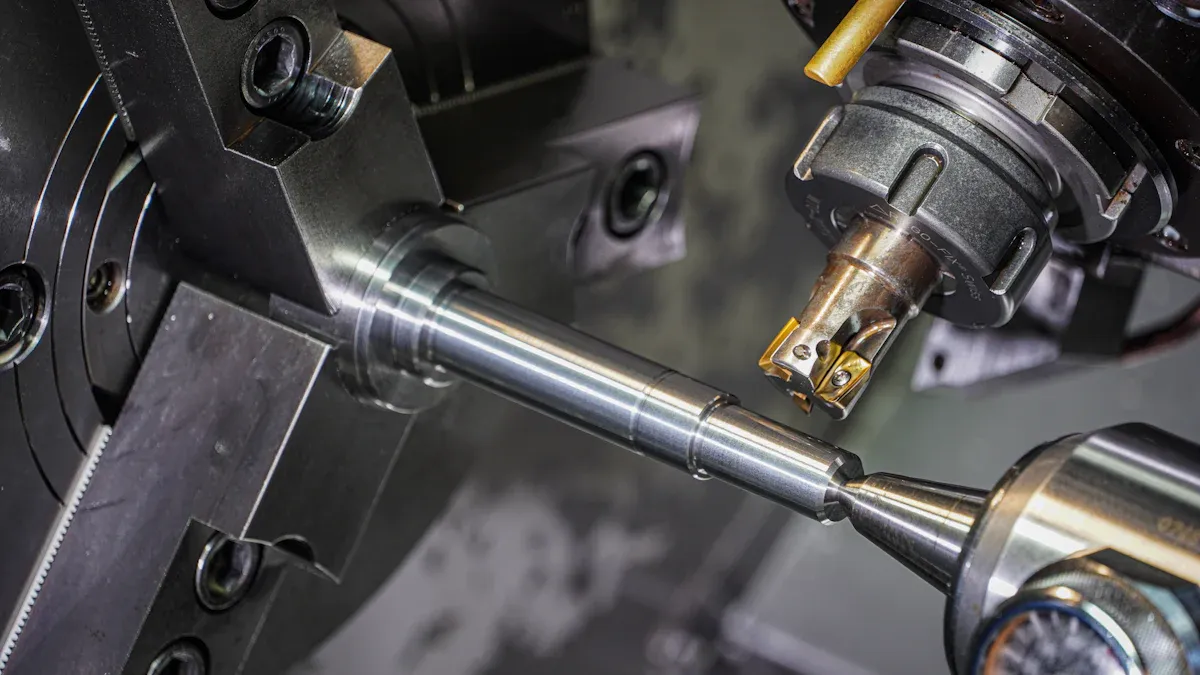
You begin the grinding process by preparing the guideway assembly for rough grinding. This step removes large imperfections and shapes the surface. You use Aimgrind diamond grinding wheels because they deliver consistent performance and handle hard materials with ease. You select the right wheel based on the material and the requirements of your guideway assembly. You set the grinding machine to the correct speed and feed rate. You check the surface after each pass to make sure you remove enough material without causing damage.
After rough grinding, you move to finish grinding. This step refines the surface and improves straightness. You switch to a finer grit Aimgrind diamond grinding wheel. You adjust the machine settings for a slower feed and lighter pressure. You inspect the guideway assembly frequently to confirm that you achieve the desired straightness. You rely on Aimgrind wheels because they maintain their shape and sharpness throughout the process. You avoid unnecessary wheel changes and reduce downtime.
Tip: Always match the grit size and bond type of your Aimgrind diamond grinding wheel to the stage of grinding. This ensures you achieve optimal straightness and surface quality in your guideway assembly.
Progressive Checking and Correction
You check the straightness of the guideway assembly at every stage. You use dial indicators and straightness gauges to measure deviations. You record the results and compare them to your target values. You make corrections as needed by adjusting the grinding parameters or repositioning the guideway assembly. You repeat the measurements after each correction to confirm improvement.
You use Aimgrind diamond grinding wheels because they provide stable performance and minimize vibration. This helps you maintain straightness during the grinding process. You rely on Aimgrind’s expertise to select the right wheel for each correction step. You trust their support to help you diagnose problems and optimize your grinding parameters.
You keep the workspace clean and control the environment. You monitor temperature and humidity to prevent changes that could affect straightness. You follow a systematic approach to checking and correcting the guideway assembly. This reduces errors and ensures consistent results.
Callout: Progressive checking and correction help you achieve high straightness in your guideway assembly. Aimgrind wheels make this process efficient and reliable.
Post-Grinding Verification
You verify straightness after grinding by using advanced measurement methods. You select the best technique based on the size and complexity of your guideway assembly. You use three-probe measurement, dual-probe slide error measurement, or multi-probe error measurement. These methods help you minimize straightness error and confirm the quality of your guideway assembly.
| Method Description | Key Features | Source |
|---|---|---|
| Three-probe measurement method | Utilizes a pair of aluminium-coated Zerdur bars and capacitive probes to minimize straightness error | Hwang et al. |
| Optimised dual-probe slide error measurement | Employs a self-cut roll and nanometric surface finishing for high precision | Gao et al. |
| Multi-probe error measurement | Considers gravity-induced deformation and uses finite element simulation for accuracy | Niu et al. |
You choose the three-probe method when you need to minimize straightness error in a complex guideway assembly. You use the dual-probe slide error measurement for high precision and smooth surfaces. You apply the multi-probe error measurement when you must account for gravity-induced deformation in large guideway assemblies.
You document the results and compare them to your specifications. You confirm that the guideway assembly meets the required straightness. You rely on Aimgrind diamond grinding wheels to deliver surfaces that pass these strict verification tests. You trust Aimgrind’s support to help you interpret the results and make adjustments if needed.
Note: Post-grinding verification ensures that your guideway assembly achieves the highest straightness. Aimgrind wheels help you reach these standards with durability and precision.
You follow these steps to achieve optimal straightness in your guideway assembly. You use Aimgrind diamond grinding wheels for every stage. You benefit from their durability, precision, and suitability for hard materials. You rely on Aimgrind’s expertise to guide you through the grinding process and verification. You achieve consistent results and improve the quality of your guideway assembly.
Challenges and Best Practices
Managing Thermal Effects
You face thermal effects as a major challenge in precision grinding. Heat can cause guideways to expand or contract, which impacts straightness and accuracy. You must monitor temperature changes closely. You improve straightness tolerance by optimizing fluid parameters and controlling hydraulic oil temperature. You also use compensation algorithms during grinding to correct straightness errors. When you measure straightness tolerance accurately, you reduce the maximum allowable deviation and achieve better results. Aimgrind recommends maintaining a stable environment and using their diamond grinding wheels, which resist heat buildup and help you maintain accuracy.
Preventing Machine and Operator Errors
You encounter geometric errors and motion errors from the worktable. Low stiffness in large parts makes it hard to achieve final accuracy. You must check for wear and rotary precision issues in grinding wheels. Vibration can affect straightness tolerance and accuracy. You avoid manual grinding when possible, since it lowers efficiency. You use high-precision on-machine measurement systems and error separation techniques as your control method. Aimgrind’s wheels provide consistent performance, reducing operator errors and supporting your control method for straightness tolerance.
Calibration and Maintenance
You must calibrate your equipment regularly to maintain accuracy. Routine calibration ensures your straightness tolerance stays within limits. You check your grinding wheels for wear and replace them as needed. Aimgrind supports you with customer training and maintenance services. You use hydrostatic or aerostatic bearings to reduce friction and improve guideway performance. You document calibration results and compare them to your straightness tolerance targets. This control method helps you maintain accuracy and minimize straightness errors.
Tip: Routine calibration and maintenance keep your straightness tolerance within the maximum allowable deviation and improve accuracy.
Operator Training
You invest in operator training to prevent errors and improve accuracy. You teach your team to select stable datums and ensure adequate stock allowance after heat treatment. You design for accessibility, allowing proper wheel and gauge contact. You avoid unnecessary interrupted surfaces, which helps maintain straightness tolerance. Aimgrind offers training and support, helping you master each control method for grinding. You specify surface finishes only where needed, reducing processing time and improving accuracy.
| Improvement Method | Initial Straightness (μm/600 mm) | Final Straightness (μm/600 mm) | Improvement (%) |
|---|---|---|---|
| Lapping Process | 2.08 | 0.98 | 52.9 |
You follow these best practices to achieve optimal straightness tolerance and accuracy. Aimgrind’s products and support help you maintain straightness and reach your precision goals.
You achieve high precision and high efficiency in linear guideway grinding by applying systematic method optimization and error control. You rely on advanced methods for error detection and correction, which support linear accuracy and quality assurance. Aimgrind’s diamond grinding wheels help you maintain straightness and optimize every method for linear guideway error reduction. You benefit from quality assurance and method optimization, which drive linear accuracy in high-precision mechanisms. Industries like automotive and MedTech depend on these methods for producing components with strict linear guideway standards. You improve linear accuracy and reduce error through method optimization and regular method checks. You trust Aimgrind’s expertise to guide your method selection and error correction. You secure straightness and linear guideway optimization with every method, ensuring quality assurance and reliable results.
You elevate your linear guideway grinding by choosing Aimgrind’s solutions. You unlock the benefits of precision, quality, and method optimization for every linear guideway application.
FAQ
What is the most effective way to maintain guideway straightness during grinding?
You achieve guideway straightness by using Aimgrind diamond grinding wheels and systematic measurement. You check the guideway after each grinding pass. You monitor temperature and humidity. You document every guideway adjustment. You rely on Aimgrind’s expertise for guideway optimization.
How do you select the right grinding wheel for a guideway?
You match the grinding wheel to the guideway material and grinding stage. You consult Aimgrind for guideway-specific recommendations. You choose the grit size and bond type based on guideway requirements. You test sample wheels on the guideway. You optimize parameters for guideway accuracy.
Why does guideway straightness affect machine performance?
Guideway straightness ensures precise movement. You avoid dimensional errors and surface roughness. You maintain guideway accuracy for repeatable results. You reduce guideway wear and stick-slip motion. You improve guideway lifespan and part quality. You rely on guideway straightness for optimal machine output.
What are the best practices for guideway calibration and maintenance?
You calibrate guideway measurement tools regularly. You inspect guideway surfaces for wear. You replace guideway grinding wheels as needed. You document guideway calibration results. You follow Aimgrind’s guideway maintenance schedule. You train operators on guideway calibration. You maintain guideway accuracy for every grinding process.
How can you verify guideway straightness after grinding?
You use three-probe measurement, dual-probe slide error measurement, or multi-probe error measurement. You check guideway straightness with dial indicators and optical tools. You compare guideway results to specifications. You rely on Aimgrind wheels for guideway surface quality. You confirm guideway straightness before assembly.
Tip: You achieve the highest guideway straightness by combining Aimgrind wheels, systematic measurement, and regular guideway calibration.