
You face unique grinding challenges when working with hardened steel automotive gears. Many manufacturers notice signs like increased grinding forces, vibration, burning on gear teeth, and high temperatures. These problems can lead to poor surface finish and lower gear life. Studies show that using advanced solutions, such as Aimgrind’s CBN grinding wheels, helps improve fatigue resistance and service life. You can achieve better gear performance by choosing the right grinding tools and methods.
Key Takeaways
- Grinding hardened steel gears presents challenges like high temperatures and microcracks. Control the grinding process to prevent these issues and extend gear life.
- Using Aimgrind CBN grinding wheels improves surface finish and reduces wear. These wheels maintain their shape and sharpness, leading to better performance.
- Monitor grinding parameters closely. Adjust speed, depth, and feed rate to minimize thermal damage and enhance gear quality.
- Implement real-time process monitoring to catch defects early. This helps avoid costly rework and ensures high-quality gear production.
- Post-grinding finishing methods like superfinishing and shot peening can enhance surface integrity and fatigue resistance, leading to longer-lasting gears.
Grinding Challenges in Steel Gear Manufacturing

Surface Integrity and Fatigue Risks
You face many grinding challenges when you work with hardened steel gears. One of the most important is keeping the surface free from damage. When you grind hardened steel, high temperatures can cause oxidation burn, thermal softening, and re-hardening burn. These problems change the surface and can lead to microcracks. Microcracks often start at the surface and move deeper into the gear. This weakens the gear and lowers its fatigue resistance.
| Type of Surface Integrity Issue | Description |
|---|---|
| Oxidation burn | Discoloration of the workpiece, indicated by a blue temper scale due to heating. |
| Thermal softening | Reduction of hardness when grinding temperatures exceed tempering temperatures. |
| Residual tensile stress | Stress that can lead to cracking if it exceeds yield stress, reducing fatigue life. |
| Re-hardening burn | Occurs when thermal stresses exceed ultimate tensile strength, leading to cracking. |
Grinding burns often happen when temperatures go above 720°C. This can change the steel’s structure and cause visible discoloration. You may see blue or dark marks on the gear. These marks show that the steel has lost some hardness. If you do not control the grinding process, you risk creating microcracks. These cracks can grow and cause the gear to fail early.
Grinding defects can lead to high rejection rates. In some cases, more than 30% of gears do not pass inspection. This means you lose time and money. Studies show that increased surface roughness can lower fatigue life from millions of cycles to just a few hundred thousand. If you increase compressive residual stress, you can boost fatigue life by up to 20 times. Higher surface hardness also raises the gear’s contact fatigue limit. You must control grinding to keep the surface strong and extend gear life.
Dimensional Accuracy Issues
You must also meet strict dimensional tolerances when you grind hardened steel gears. Most automotive gears need tolerances within ±0.01 to ±0.05 millimeters. Achieving this level of accuracy is a major grinding challenge. Many factors can cause errors, such as material inconsistencies, machining process limits, heat treatment effects, and even measurement errors.
| Tolerance Range | Application Area |
|---|---|
| ±0.01 to ±0.02 mm | Shafts and housings requiring transition or interference fits |
| ±0.01 to ±0.05 mm | Engine components with strict positional tolerances |
| ±0.01 to ±0.05 mm | Transmission gears requiring tight runout control |
| ±0.01 to ±0.05 mm | Brake system parts relying on precise flatness tolerances |
Residual stresses and the direction of steel layers from earlier machining steps can also cause problems. If you do not remove these stresses, you may see twist or uneven wear during gear use. Poor dimensional accuracy affects gear meshing. This leads to improper contact points and uneven load sharing. As a result, the gear wears faster and its performance drops. You must use careful grinding to reduce these risks and keep gears running smoothly.
Tool Wear in Machining of Hardened Steel
Grinding hardened steel puts a lot of stress on your tools. Tool wear is a constant concern. As you grind, the wheel loses its sharpness and shape. This affects cutting speed, surface finish, and tool life. You need to watch for signs of wear, such as increased vibration, higher cutting forces, and changes in surface quality.
- CBN grinding wheels show superior wear resistance compared to conventional wheels.
- CBN tools keep better surface quality and stability at higher cutting speeds.
- At speeds above 280 m/min, CBN tools may become unstable, but they still outperform traditional wheels.
- The relationship between flank wear and surface roughness shows that CBN tools help maintain surface integrity.
| Tool Type | Wear Resistance | Surface Quality | Optimal Speed (m/min) | Flank Wear (VB) | Roughness (Ra) |
|---|---|---|---|---|---|
| CBN | Superior | Better | 120 | < 0.4 mm | Stabilized |
| Conventional | Inferior | Lower | N/A | N/A | N/A |
You must choose the right grinding wheel and monitor tool wear closely. If you do not, you risk poor surface finish, lower gear life, and more frequent tool changes. This increases costs and reduces productivity. Using CBN wheels can help you achieve longer tool life and better performance in hardened steel machining.
Productivity and Material Removal Constraints
Grinding hardened steel gears is a slow process. The material removal rate is much lower than with softer metals. For hardened steels, you can expect rates between 0.1 and 2 cubic inches per minute. This is much less than what you see with aluminum or mild steel. The need for precise tolerances and surface finishes means you often need multiple grinding passes. Each pass takes time and adds to production costs.
| Material Type | Material Removal Rate (in³/min) |
|---|---|
| Aluminum Alloys | 10-50+ |
| Mild Steels | 1-10 |
| Hardened Steels | 0.1-2 |
Traditional grinding methods create a lot of waste and take a long time. This raises costs and extends lead times. You must balance the need for accuracy with the need for speed. If you rush, you risk damaging the gear. If you go too slow, you lose productivity. Finding the right balance is one of the biggest grinding challenges in hardened steel gear manufacturing.
Tip: Monitor your grinding process closely. Use advanced wheels and keep your tools in good shape. This helps you overcome grinding challenges and improve gear performance.
Countermeasures for Hardened Steel Grinding
Optimizing Grinding Parameters
You can control many problems in the machining of hardened steel gears by adjusting grinding parameters. When you set the right grinding speed, depth, and feed rate, you reduce the risk of thermal damage, crack formation, and early failure. You also improve surface finish and gear life.
- You should increase grinding speed to boost material removal without causing cracks or white structure flaking.
- Keep grinding power below 60% of the motor’s rated value to avoid overheating and white etching cracks.
- Use optimal grain sizes, such as 46 to 80 grit, to balance cutting speed and surface quality.
- Choose ceramic-bonded wheels with aluminum oxide or ceramic abrasives for better heat resistance and profile control.
- Adjust dressing parameters to keep the wheel sharp and reduce heat buildup.
| Parameter | Effect on Residual Stress and Microstructure |
|---|---|
| Grinding Speed | Increasing speed leads to a decrease in residual compressive stress due to reduced grinding forces and increased heat flow. |
| Wheel Feed Speed | Higher feed speed results in decreased residual compressive stress due to heat distribution and grinding force effects. |
| Depth of Cut | Increased depth raises concave residual compressive stress due to higher grinding forces, while convex stress remains stable. |
You must watch for signs of white etching areas and white etching cracks. These defects often signal the start of a failure mechanism. If you control your grinding parameters, you can prevent rolling contact fatigue and extend gear life. You also reduce the risk of surface crack growth and tool wear.
Tip: Always monitor the temperature during machining of hardened steel. High heat can cause surface burns, white structure flaking, and microstructure changes that lead to early failure analysis.
Aimgrind CBN Grinding Wheels for Steel
You can solve many grinding challenges by using Aimgrind CBN grinding wheels. These wheels are designed for machining of hardened steel and hard turning. They offer high cutting speed, long tool life, and stable performance. The unique CBN material resists wear and keeps its shape during hard machining.
- CBN wheels cut hardened steel with less heat, reducing the risk of white etching cracks and surface crack formation.
- You get better surface finish and lower risk of rolling contact fatigue.
- The wheels last longer, so you change tools less often and reduce downtime.
- You can use CBN wheels for both wet and dry cutting, making them flexible for many machining tasks.
Aimgrind offers CBN wheels in different bond types, such as vitrified, resin, and electroplated. You can match the wheel to your specific steel gear application. This helps you control tool wear, improve cutting tool life, and reduce the chance of failure. You also get better control over white structure flaking and other failure characteristics.
Note: Aimgrind’s service team can help you select the right wheel for your steel gear machining. They offer parameter matching and sample optimization to fit your process.
Process Monitoring and Quality Control
You must use process monitoring to catch grinding burns, cracks, and surface defects early. Real-time quality control helps you avoid costly rework and gear failure. You can use several methods to check for problems during machining of hardened steel.
| Method | Detection Efficiency | Notes |
|---|---|---|
| Nital etching | Easy | A non-destructive testing procedure that should be performed on all ground gears by a qualified inspector. |
| Magnetic particle inspection | Medium | Can detect grinding cracks during manufacturing or in service. |
| Visual inspection | Easy | Burn marks, cracking, and macropitting are often visible to the naked eye or with low magnification. |
| Vibration analysis | Medium | Detects damage as it progresses, becoming noticeable with macropitting or fractures. |
| Oil debris sensor | Hard | Provides warning once macropitting or fracture develops, but does not indicate the source of wear. |
| Oil sample analysis | Hard | Similar to oil debris sensor, it warns of issues but does not pinpoint the wear source. |
| Borescope inspection | Easy | Enhances visibility of burn marks and defects, improving detection likelihood. |
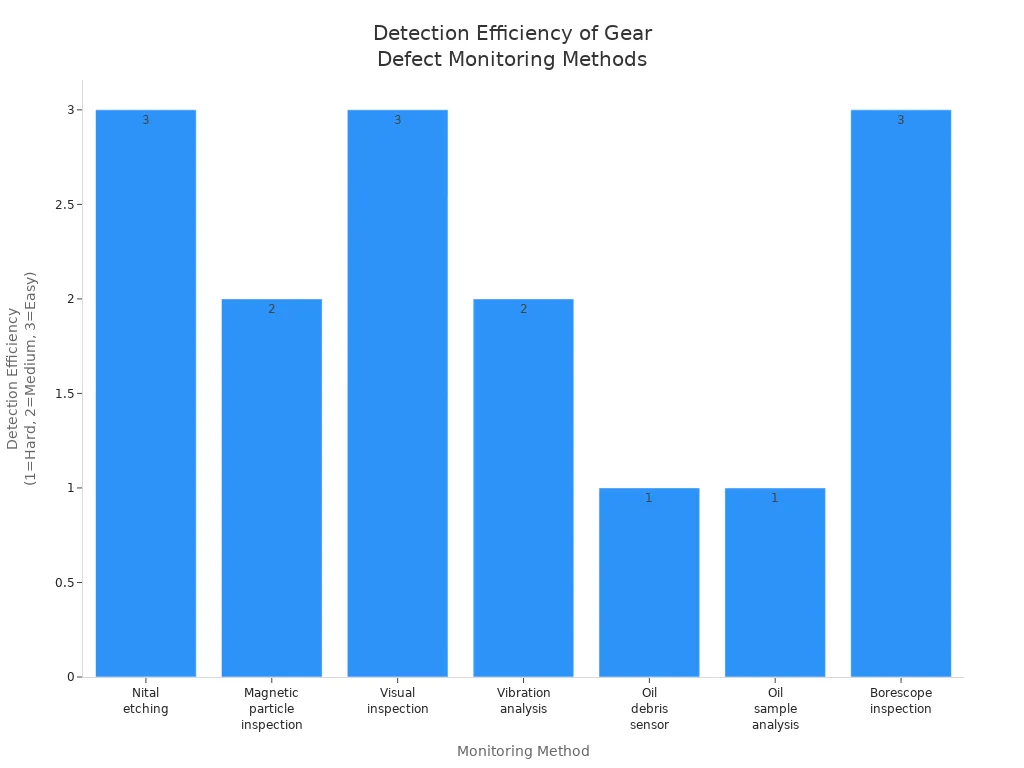
Real-time monitoring, such as Barkhausen noise detection, can spot thermal damage before you scrap parts. This reduces defect rates and rework costs. If you catch grinding issues during production, you prevent field failures and lower the risk of rolling contact fatigue. Investing in monitoring systems and training pays off, especially in critical steel gear applications.
Alert: Prevention costs less than failure. One scrapped gear can cost more than a full monitoring system.
Post-Grinding Surface Finishing
You can further improve surface integrity and reduce fatigue risk with post-grinding finishing. Methods like superfinishing, shot peening, and hard turning with CBN tools help you achieve better results in hardened steel gear machining.
- Superfinishing smooths the surface, reducing roughness and the chance of crack initiation.
- Shot peening increases bending fatigue strength and pitting load-carrying capacity. It also induces beneficial compressive residual stresses.
- Hard turning with CBN tools can replace grinding in some cases. It improves surface roughness and creates compressive stress profiles that resist rolling contact fatigue.
| Effect | Description |
|---|---|
| Surface Treatment | Shot peening increases bending fatigue strength and pitting load-carrying capacity. |
| Surface Roughness | Shot peening can increase surface roughness, but when combined with superfinishing, it enhances load-carrying capacity against micropitting and macropitting. |
| Residual Stresses | Shot peening induces beneficial compressive residual stresses that enhance fatigue resistance. |
| Surface Characteristics | The process leads to increased dislocation density and surface hardness, contributing to improved fatigue life. |
You should use specialized coolants and keep cutting edges sharp during machining of hardened steel. This helps you avoid white etching cracks, white structure flaking, and other failure mechanisms. You also extend tool life and improve gear performance.
Callout: Combining advanced grinding, monitoring, and finishing methods gives you the best defense against gear failure and rolling contact fatigue. You protect your investment and deliver high-quality steel gears.
Best Practices in Machining of Hardened Steel Gears
Implementing Aimgrind Solutions
You can improve your machining of hardened steel gears by following a set of best practices. Start by choosing the right grinding wheel for your steel application. Proper wheel selection helps you achieve the surface finish and production efficiency you need. Use high-pressure oil-based coolant to keep the cutting area cool and reduce heat transfer. This step protects the steel from thermal damage and extends tool life.
Regularly dress your grinding wheel to maintain sharp cutting edges. Dressing keeps the wheel in top shape and helps you avoid uneven wear. Monitor your grinding parameters closely. Adjust them to match the hardness of the steel and the demands of the machining process. This approach gives you better control over cutting forces and surface quality.
When you switch to Aimgrind CBN wheels, you need to adjust your process. Dress CBN wheels every 2,000 or more parts, which is much less frequent than with conventional wheels. Choose wheels with a more open structure to improve performance on hardened steel. Use oil-based coolant for better cutting and less wear. Make sure your operators understand gear geometry, tooth forms, and tolerance needs. Provide ongoing training on equipment, wheel dressing, and recognizing wear problems.
Proper machine alignment prevents dimensional errors and surface finish problems. You reduce scrap rates and improve gear quality when you set up your machines with care.
Case Studies and Industry Examples
You can see the benefits of Aimgrind solutions in real-world machining of hardened steel gears. Many manufacturers report measurable improvements in cutting, wear, and tool life. The table below shows some results:
| Product Type | Improvements Reported |
|---|---|
| Worm Grinding Wheels | Exceptional accuracy, smooth surface finishes, long service life |
| CBN Grinding Wheels | Flawless finishes, faster stock removal, minimal thermal damage |
| SG Grinding Wheel | 5–10x longer life, superior cutting efficiency, minimal grinding burn |
You can achieve flawless finishes and faster cutting when you use Aimgrind CBN wheels for hardened steel. These wheels help you remove stock quickly and keep thermal damage low. You also get longer tool life and less frequent wheel changes. This means you spend less time on maintenance and more time on productive machining. Hard turning with CBN wheels gives you even more control over surface finish and wear, making it a top choice for hardened steel gear manufacturing.
You face many grinding challenges with hardened steel gears, including fatigue, crack formation, and failure. High temperatures and reduced cutting fluids can cause subsurface damage, leading to fatigue and early failure. Even if you meet dimensional accuracy, heat-induced layers may trigger crack growth and gear failure. Aimgrind CBN grinding wheels give you exceptional durability, higher removal rates, and thermal stability, helping you prevent fatigue and failure. Advanced grinding and process monitoring reduce failure risk and improve gear reliability. You should adopt innovative solutions to minimize fatigue, avoid failure, and meet customer expectations.
| Performance Metric | CBN Grinding Wheels Advantages |
|---|---|
| Exceptional Durability | Maintains sharpness, resists wear, prevents failure. |
| Superior Surface Finish | Reduces fatigue and crack initiation. |
- Advanced grinding techniques improve fatigue resistance and reduce failure.
- Automation and CNC technology help you avoid crack-related failure and boost gear quality.
FAQ
What makes CBN grinding wheels better for hardened steel gears?
You get faster cutting, cooler operation, and longer wheel life with CBN wheels. These wheels keep their shape and sharpness. You can grind hard steel with less risk of burns or cracks.
How do you choose the right CBN wheel for your gear application?
You should match the wheel bond type, grit size, and structure to your gear material and machine. Aimgrind’s experts can help you select the best wheel for your needs.
Can you use CBN grinding wheels for both wet and dry grinding?
Yes, you can use CBN wheels for wet or dry grinding. Wet grinding with oil-based coolant gives you better cooling and surface finish. Dry grinding works for some applications but may increase heat.
How often should you dress a CBN grinding wheel?
You need to dress CBN wheels less often than conventional wheels. For most gear jobs, dress the wheel every 2,000 parts or as needed to keep it sharp.