You can select diamond wheels to minimize the damage layer in glass machining by focusing on bond type, grit size, wheel profile, and grinding parameters. Aimgrind offers customized diamond grinding wheels to help you achieve a smooth finish and high edge quality. Careful selection ensures the best choice for your application, improves productivity, and maintains surface quality.
Key Takeaways
- Select the right bond type for your diamond wheels. Use resin bonds for finishing, metal bonds for roughing, and vitrified bonds for balanced grinding.
- Choose appropriate grit sizes. Fine grits minimize damage and improve surface quality, while coarse grits are better for quick material removal.
- Pay attention to wheel profile and shape. Match the wheel to the glass thickness and desired edge shape to reduce chipping and thermal shock.
- Optimize coolant and grinding parameters. Proper coolant use and careful setting of feed rates and wheel speeds prevent overheating and improve durability.
- Avoid common mistakes. Ensure you select the correct grit size, bond type, and provide full details to your supplier for effective recommendations.
Why Minimize the Damage Layer in Glass?
Surface Quality and Performance
You want glass products to last and perform well. When you grind glass, you create a layer of damage near the surface. This layer can lower the quality of the glass. If you keep the damage layer thin, you improve the strength and look of the glass. Many industries, like optics, architecture, and electronics, depend on high-quality glass for their products.
Surface energy optimization is crucial for enhancing the durability of glass products, as it directly affects mechanical strength and chemical resistance, which are vital for industrial applications such as automotive and electronics.
Establishing comprehensive quality standards for high-performance glass products with optimized surface energy is essential for ensuring consistent durability and performance across various applications.
You see better results when you use glass with a smooth surface and minimal damage. The glass resists scratches and breaks less often. This means you get products that last longer and work better.
Risks of Subsurface Cracks
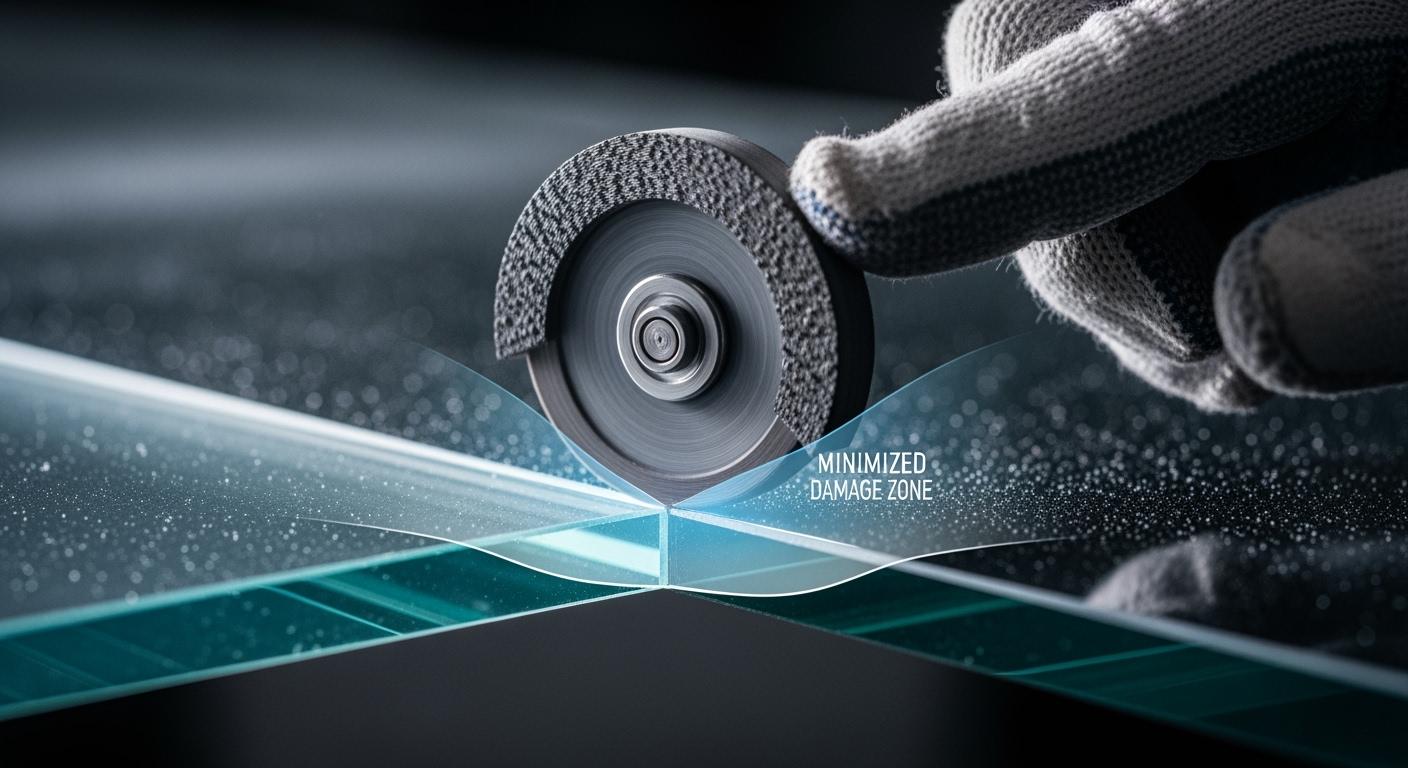
Grinding glass with diamond wheels can cause tiny cracks below the surface. These cracks form because of the grinding process and the tools you use. High grinding speeds and shallow cutting depths help reduce the number of cracks. If you do not control the process, cracks can grow and weaken the glass.
Subsurface cracks act as stress concentrators, significantly lowering the strength of glass components. When microcracks are present, the glass’s ability to withstand stress diminishes drastically, often by two to three orders of magnitude. Under high tensile stress, these microcracks can grow rapidly, leading to quick breakage of the glass. The depth and distribution of these microcracks are critical, as the deepest microcrack in a stressed area is the most relevant for determining breakage resistance.
The presence and depth of subsurface microcracks are decisive factors in the tensile strength of glass. The maximum depth of these microcracks is influenced by the manufacturing process, and their growth under stress is characterized by a threshold breakage stress. Below this threshold, the probability of failure is negligible, but as stress increases, the likelihood of breakage rises significantly due to the accelerated growth of microcracks.
For glass components subjected to long-term loads, the phenomenon of slow subcritical crack growth under tensile stress, known as stress corrosion, must be considered. This fatigue effect is crucial in understanding how microcracks can lead to eventual failure, especially in everyday glass items that may acquire microcracks through wear and scratching.
You protect the glass and improve its quality when you minimize the damage layer and control subsurface cracks. This helps your products stay strong and reliable in tough environments.
How to Select Diamond Wheels for Glass Machining
When you select diamond wheels for glass machining, you need to focus on several key factors. Aimgrind offers a wide range of diamond grinding wheel solutions, so you can match the wheel to your specific glass type and application. You improve surface quality and reduce the damage layer when you pay attention to bond type, grit size, and wheel profile.
Choosing the Right Bond Type
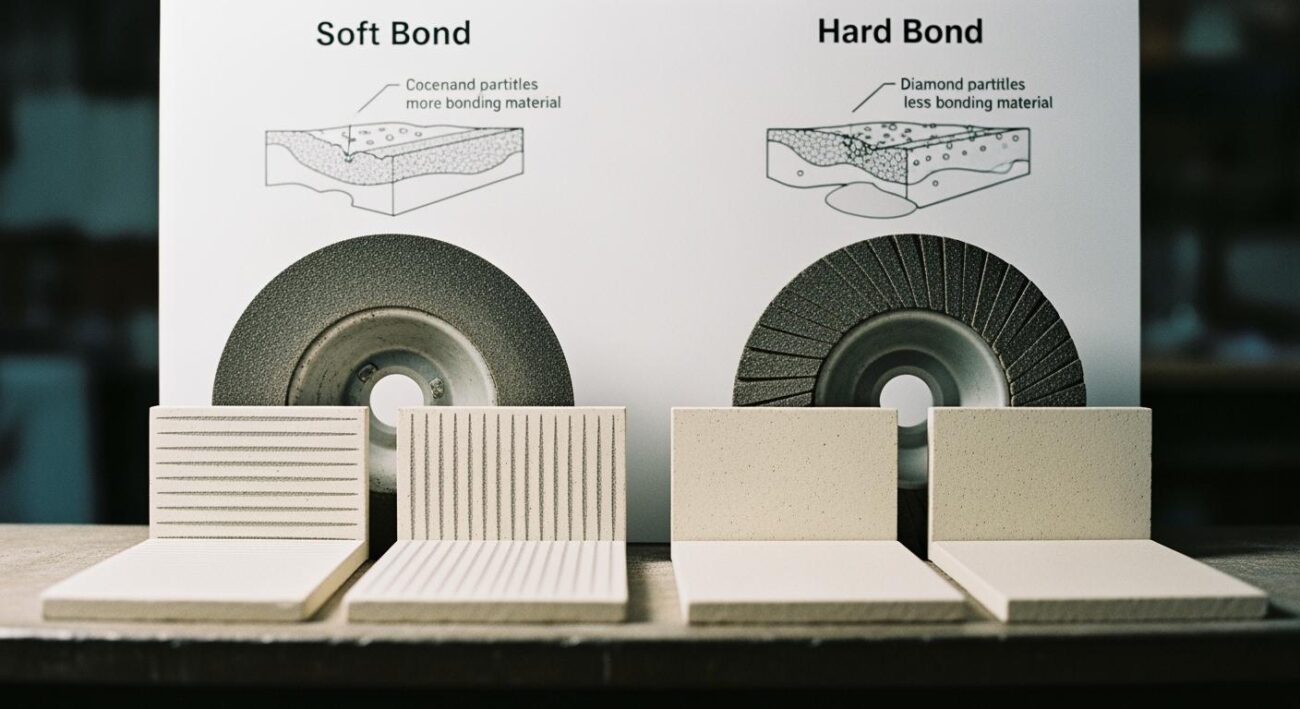
You start by selecting a diamond grinding wheel with the right bond type. The bond holds the diamond abrasive grains in place and controls how they interact with the glass. You have three main options:
- Resin bond diamond wheels: You use these for finishing and high precision grinding. Resin bond diamond wheels provide a smooth surface and minimize subsurface damage. You get less chipping and a cleaner edge. These wheels work well for delicate glass and optical applications.
- Metal bond diamond wheels: You choose these for roughing and aggressive material removal. Metal bond diamond wheels last longer and handle tough jobs. They can leave deeper scratches, so you often follow up with resin bond diamond wheels for finishing.
- Vitrified bond diamond wheels: You select these for applications that need both durability and a consistent finish. Vitrified bond diamond wheels offer high porosity, which helps with cooling and reduces thermal damage. You use them for glass that needs a balance between speed and surface quality.
- Electroplated diamond wheels: You use these for intricate shapes and profiles. Electroplated diamond wheels are ideal for pencil edge grinding and creating smooth, rounded edges. You minimize edge chipping and microfractures with these wheels.
Tip: You match the bond type to the glass hardness and the stage of grinding. Resin bond diamond wheels are best for finishing, while metal bond diamond wheels are better for roughing. Vitrified bond diamond wheels and electroplated diamond wheels help with special profiles and cooling.
Grit Size and Concentration
You pay close attention to grit size when selecting a diamond grinding wheel. Grit size determines how much material you remove and how smooth the surface becomes. You use coarse grits for fast material removal, but they leave rough surfaces and deeper scratches. Fine grits are essential for delicate finishing and reducing the damage layer.
- Fine diamond abrasive grains help you achieve a superior finish. You minimize micro-chipping and subsurface micro-fractures with fine grits. You increase the impact resistance of the glass edge.
- Coarse grits are useful for heavy stock removal, but you need to follow up with finer wheels to reduce the damage layer.
- You select diamond wheels for glass with the right concentration of diamond abrasive grains. Higher concentration gives you longer wheel life and more consistent grinding.
Note: The choice of grit size affects the Ra and RMS values of the glass surface. Finer grits yield lower values, which means a smoother finish. You select diamond wheels with fine grits for the final stage to minimize the damage layer.
Wheel Profile and Shape
You consider wheel profile and shape as key factors when selecting a diamond grinding wheel. The right profile helps you reduce edge chipping and damage.
- You use angular corners and high porosity wheels for better cooling and less thermal shock. Softer bonds help you avoid microfractures, especially on fragile glass edges.
- Pencil edge grinding uses electroplated diamond wheels to create rounded profiles. You get a chip-free finish and protect the glass edge.
- Segmental or cup-shaped diamond wheels are effective for thick glass. You improve access and cooling with these shapes.
- For thin glass, you use moderate wheel speeds and finer diamond wheels to prevent thermal shock and reduce chipping.
Tip: You match the wheel profile to the glass thickness and the desired edge shape. Electroplated diamond wheels are best for smooth, rounded edges. Metal bond diamond wheels and vitrified bond diamond wheels work well for heavy stock removal and cooling.
When you select diamond wheels for glass, you consider compatibility with the glass type. Tempered glass needs careful control of heat and mechanical stress. Laminated glass requires special attention to avoid damage to interlayers. You select diamond wheels that match these requirements to achieve a clean edge and minimize the damage layer.
Aimgrind helps you with selecting a diamond grinding wheel for every stage of glass machining. You get expert advice and customized solutions for your application. You improve productivity and surface quality when you focus on these key factors.
Operational Tips for Using Diamond Wheels
Coolant and Grinding Parameters
You need to pay close attention to coolant and grinding parameters when you work with diamond wheels on glass. Coolant plays a big role in keeping the grinding process safe and effective. Clean coolant with the right viscosity and flow rate helps you lubricate and cool the workpiece. This reduces heat and prevents thermal damage. If you use contaminated coolant, you risk overheating the glass. Overheating can cause cracks, warping, or even oxide formation. Poor coolant delivery can lead to more damage, especially in heat-sensitive glass.
Grinding parameters also affect the finish and durability of your glass. You must set the feed rate, wheel speed, and depth of cut carefully. If you use too much force or grind too fast, you can cause chipping or burning. You get a better finish and longer durability when you optimize these settings. The table below shows common issues and how you can prevent them:
| Issue | Causes | Prevention Strategy |
|---|---|---|
| Chipping | Excessive grinding force, vibration, wrong grit size, inadequate edge prep | Use high-precision machines, optimize parameters, select appropriate wheel, ensure secure clamping, edge preparation |
| Burning/Thermal Damage | Insufficient coolant, high wheel speed, large depth of cut, dull wheel | Ensure effective coolant application, use recommended speeds, take shallow passes, maintain wheel condition |
| Cracks | Thermal stress, excessive mechanical stress | Gradual material removal, effective cooling, avoid excessive force, ensure machine stability |
Aimgrind helps you select diamond wheels and set grinding parameters to meet your surface finish requirements. You get support for coolant selection and parameter matching to achieve the best durability and finish.
Wheel Balancing and Maintenance
You must balance your diamond wheels before you start grinding glass. Dynamic balancing reduces vibration. Less vibration means you get a smoother finish and better surface quality. If your wheel is not balanced, you see poor surface finish and geometric errors. Vibration can affect roundness, flatness, and concentricity. This lowers the precision of your glass work.
Maintenance keeps your diamond wheels in top shape. You should clean your wheels regularly to remove debris and prevent clogging. Proper coolant use helps you reduce heat and improve lubrication. Inspect your wheels often for signs of wear or damage. Adjust feed rates and speeds to keep grinding efficient. Choose the right wheel and bond type for each glass application.
Aimgrind offers customization and support for diamond wheels. You get advice on maintenance routines and wheel selection. This helps you meet your surface finish requirements and improve durability.
Tip: You protect your glass and extend the life of your diamond wheels when you follow these operational tips. You achieve a high-quality finish and meet your durability goals.
Aimgrind Recommendations and Common Mistakes
Practical Selection Tips
You can improve your diamond wheels selection for glass machining by following a few simple steps. Start by choosing the right grit size for your applications. Use a metal bond with 100 grit for roughing. This helps you remove material quickly. For finishing, select a resin bond with 400 grit. This gives you a polished surface and removes micro-cracks. Always check the run-out of your wheels. Good concentricity prevents vibration and reduces edge chipping.
You should match the abrasive to the material family. This prevents rapid wear and ensures efficient grinding. Avoid using too fine a grit for roughing. This can slow down material removal and create too much heat. Do not use a coarse grit for finishing. You want a smooth surface at the end of your process. Make sure you use enough coolant. This prevents glazing and burning of both the wheels and the workpiece.
Aimgrind offers customized diamond wheels for all types of glass applications. You can provide complete information about your needs. Aimgrind will recommend the best wheels for your specific applications. You get support for parameter matching and sample optimization. This ensures your selection fits your equipment and process.
Tip: Always communicate your glass type, thickness, and desired finish to Aimgrind. This helps you get the most effective diamond wheels for your applications.
Mistakes to Avoid
Many users make common mistakes during diamond wheels selection and use. You can avoid these errors by staying aware of the following points:
- Choosing the wrong grit size leads to poor surface finish and inefficient material removal.
- Ignoring the bond type affects the wheels’ performance. Resin bonds are softer, while metal bonds are harder.
- Neglecting coolant needs causes overheating and damages the wheels.
- Overlooking the workpiece material results in ineffective grinding.
- Using too fine a grit for roughing slows down your process and increases heat.
- Using a coarse grit for finishing leaves scratches on the glass.
- Failing to provide full details to your supplier can lead to poor recommendations.
You can achieve better results in your glass machining applications by following these tips. Proper selection and use of diamond wheels will help you minimize the damage layer and improve your final product.
You improve glass machining when you select diamond wheels with the right bond type, grit size, and wheel profile. You focus on operational practices like coolant system and wheel maintenance. You compare performance comparison between different wheels and see how coolant in wheel selection affects the finish. You follow expert advice to get wheels that last longer and save money. You keep safety as your top priority. You use coolant system and pay attention to coolant in wheel selection for better results. Aimgrind gives you expert guidance and custom solutions. You reach out to Aimgrind for help with safety and quality.
You protect your equipment and boost safety when you follow these steps. You see fewer replacements and better results over time.
FAQ
What grit size should you use for finishing glass?
You should use a fine grit size, such as 400 or higher. Fine grits help you achieve a smooth surface and reduce the damage layer. Aimgrind recommends resin bond diamond wheels for the best finishing results.
How does coolant affect glass grinding?
Coolant keeps the glass cool and prevents cracks. You must use clean coolant with the right flow rate. This helps you avoid overheating and improves the surface quality of your glass.
Why is wheel balancing important?
Wheel balancing reduces vibration during grinding. You get a smoother finish and protect your glass from chipping. Always check and balance your diamond wheels before starting your work.
Can you use diamond wheels for all types of glass?
You can use diamond wheels for most glass types, including tempered, laminated, and optical glass. You must select the right bond type and grit size for each application. Aimgrind offers customized solutions for every glass type.
How do you choose between resin, metal, and vitrified bonds?
You use resin bonds for finishing and smooth surfaces. Metal bonds work best for roughing and heavy material removal. Vitrified bonds offer high porosity and cooling for balanced grinding. Aimgrind helps you match the bond to your needs.
Contact Us
For More Grinding Solution or Customized Abrasive Tools